Abstract
Cobalt-based hardfacing alloys are extensively employed to enhance the wear, corrosion, and high-temperature
performance of critical components used in power generation and valve industries. However, the deposition
of cobalt-based weld overlays on Grade 91 (9Cr–1Mo–V) steel is frequently associated with metallurgical
challenges such as excessive dilution, residual stress accumulation, delayed cracking, and interfacial
delamination, which significantly compromise service reliability. In the present study, a systematic investigation
was carried out to evaluate the feasibility of producing defect-free cobalt-based hardfacing overlays on grade
91 steel using Hot-Wire Pulsed Tungsten Inert Gas (TIG) welding and metal-cored wire hardfacing, with the
incorporation of an Inconel 82 buffer layer. Hardfacing experiments were performed on P91 steel pipe specimens
under controlled welding conditions, followed by post-weld heat treatment in accordance with ASME and ISO
standards. The integrity of the weld overlays was assessed through visual inspection, liquid penetrant testing,
ultrasonic examination, hardness profiling, chemical composition analysis, and detailed microstructural
characterization. The results demonstrated sound metallurgical bonding between the substrate, buffer layer,
and hardfacing overlay, with no evidence of porosity, cracking, or debonding, including under delayed inspection
conditions.
The Stellite 6 hardfacing layers exhibited high and uniform hardness in the range of 437–450 HV10, attributed to
the formation of a carbide-reinforced cobalt–chromium–tungsten solid solution matrix. Chemical analysis confirmed
effective control of dilution and stabilization of alloy chemistry across the overlay thickness. Microstructural evaluation
revealed a favorable hardness gradient from the P91 substrate through the buffer layer to the hardfacing surface,
minimizing stress concentration at the interface. The incorporation of the Inconel 82 buffer layer was found to be
effective in suppressing the formation of detrimental interfacial microstructures and improving coating integrity.
The findings of this study provide valuable insights into the development of reliable cobalt-based hardfacing strategies
for Grade 91 steel components intended for high-temperature and wear-critical applications.
Introduction
In industrial practice, hardfacing is commonly applied to carbon steels, low-alloy steels, stainless steels, duplex and super
duplex stainless steels (Deshmukh and Kalyankar, 2018, 2019), as well as nickel-based alloys, where an anti-wear and
anticorrosive layer is required. The process involves depositing a specialized alloy onto vulnerable substrates to improve
resistance against aggressive operating environments (Bhoskar et al., 2024). In valve manufacturing and power plant
applications, hardfacing is extensively employed on trim components such as valve discs and seats, which are exposed to
continuous metal-to-metal contact under elevated temperatures and pressures (Deshmukh and Kalyankar, 2019, Kalyankar
et al., 2021; Kakade et al, 2022).
Several studies have investigated the microstructural evolution and performance of hardfaced alloys deposited using arc welding
processes. Chang et al. (2013) examined high-carbon Fe–Cr–C hardfacing alloys deposited by gas tungsten arc welding
(GTAW) and reported that increased carbide fraction significantly enhanced hardness and abrasive resistance. Madadi et al. (2011)
demonstrated that welding current plays a dominant role in controlling heat input and dilution during TIG-based Stellite 6 hardfacing
on carbon steels. Kashani et al. (2007) reported improved high-temperature wear resistance of Stellite overlays on Inconel 625,
attributing the performance to compacted oxide layers supported by work-hardened regions. Gholipour et al. (2011) identified epitaxial
dendritic growth and carbide-rich Co-based matrices in Stellite 6 overlays deposited on stainless steel, with hardness increasing from the
interface toward the coating surface. Despite these advances, limited studies have focused on addressing the specific challenges associated
with cobalt-based hardfacing on Grade 91 steel, particularly under arc welding conditions relevant to industrial valve manufacturing. In service,
Stellite coatings are exposed to high-temperature steam environments (≈560–600 °C), where natural aging and stress accumulation can lead
to coating delamination and delayed cracking. Recent power plant failures have highlighted the urgent need to improve weld overlay integrity
and long-term reliability of cobalt-based hardfaced components on Cr–Mo steels. One promising approach to mitigate these issues involves
the use of buffer layers between the substrate and the hardfacing alloy to reduce dilution, residual stresses, and metallurgical incompatibility.
However, uncertainties remain regarding the selection of suitable welding processes, buffer layer materials, and acceptable dilution limits to
ensure defect-free overlays. Therefore, a systematic evaluation of advanced welding techniques with improved heat input control is required.
In this context, the present investigation focuses on the development and characterization of cobalt-based alloy weld overlays deposited on
9Cr–Mo steel using Hot-Wire Pulsed TIG and Metal-Cored Wire Welding processes. The study aims to assess the effectiveness of these
processes in controlling dilution, minimizing cracking and delamination, and producing sound metallurgically bonded overlays. Furthermore,
the applicability of buffer layers in enhancing coating integrity and service reliability is examined, with the ultimate objective of improving
hardfacing performance for high-temperature valve and power plant applications.
Experimental Approach
2.1 Substrate Material
The substrate material employed in the present investigation was high-alloy ferritic–martensitic steel P91, commonly designated as F91,
C12A, or Grade 91 in various material specifications. The material was supplied in the form of a hollow cylindrical component with an outer
diameter of 162 mm, an inner diameter of 132 mm, and a length of 150 mm. P91 steel is a specially modified and heat-treated 9Cr–1Mo–V
alloy developed for high-temperature applications, offering superior creep strength, oxidation resistance, and microstructural stability at service
temperatures typically exceeding 537 °C.
The nominal chemical composition and mechanical properties of the P91 base material are presented in Table 1. The alloy contains
controlled additions of chromium, molybdenum, vanadium, and nitrogen, which contribute to precipitation strengthening and enhanced
high-temperature performance. In the normalized and tempered condition, the material exhibits high yield strength, adequate ductility,
and resistance to thermal degradation, making it a preferred choice for power plant components such as valves, steam piping, and boiler
systems.
Table 1. Chemical Composition and Mechanical Properties of P91 Steel
Category | Property / Element | Specification / Value |
Chemical composition | Carbon (C) | 0.08–0.12 |
| Manganese (Mn) | 0.30–0.60 |
| Phosphorus (P) | ≤0.020 |
| Sulfur (S) | ≤0.010 |
| Silicon (Si) | 0.20–0.50 |
| Nickel (Ni) | ≤0.40 |
| Chromium (Cr) | 8.00–9.50 |
| Molybdenum (Mo) | 0.85–1.05 |
| Aluminum (Al) | ≤0.02 |
| Vanadium (V) | 0.18–0.25 |
| Titanium (Ti) | ≤0.01 |
| Zirconium (Zr) | ≤0.01 |
| Nitrogen (N) | 0.030–0.070 |
Mechanical properties | Yield Strength | 568 |
| Ultimate Tensile Strength | 710 |
| Elongation | 24 |
| Minimum Design Metal Temperature | −20 |
| Heat Treatment Condition | Normalized & tempered |
2.2 Buffer Material – Inconel 82 (ERNiCr-3)
Inconel 82 (ERNiCr-3) filler metal was selected as the buffer layer material to mitigate metallurgical incompatibility between the P91 substrate
and the cobalt-based hardfacing alloy. The nominal chemical composition and mechanical properties of Inconel 82 are listed in Table 2. This
nickel–chromium–iron alloy is widely used for welding nickel-based alloys to themselves, as well as for dissimilar metal welding involving steels,
stainless steels, and nickel-based alloys.
Table 2. Chemical Composition of Inconel 82 (Buffer Material)
C | Mn | Fe | P | S | Si | Cu | Ni | Ti | Cr | Nb + Ta | Other |
0.10 | 2.5 | 3.0 | 0.03 | 0.015 | 0.50 | 0.50 | 67.0 | 0.75 | 18.0 | 2.0 | 0.50 |
ERNiCr-3 filler metal is commonly employed in surfacing applications, cladding of steel components with nickel-based alloys, and joining
operations using GTAW, GMAW, SAW, and PAW processes. The high nickel content ensures excellent ductility, resistance to hot cracking, and
improved stress accommodation, while chromium provides enhanced oxidation and corrosion resistance. The use of Inconel 82 as a buffer
layer is particularly advantageous in reducing dilution effects, minimizing residual stresses, and improving the adhesion and service reliability of
subsequent cobalt-based hardfacing layers.
2.3 Hardfacing Material
The hardfacing alloy employed in this study was Stoodite 6, supplied in the form of an ERCCoCr-A metal-cored wire. Weld deposits produced
using this alloy are characterized by a hypoeutectic microstructure comprising a cobalt–chromium–tungsten solid solution matrix reinforced
by approximately 13% eutectic chromium carbides. This microstructural configuration provides an optimal balance between hardness, wear
resistance, and toughness.
Stoodite 6 exhibits excellent resistance to low-stress abrasive wear and metal-to-metal sliding, particularly under high load conditions where
galling is a concern. Additionally, the alloy demonstrates superior resistance to corrosion, oxidation, and retention of hot hardness at elevated
temperatures up to approximately 650 °C (1200 °F). Owing to the absence of allotropic phase transformations, cobalt-based alloys retain their
mechanical and tribological properties even after subsequent heat treatment of the base material. The chemical composition of the Stoodite 6
hardfacing alloy is presented in Table 3.
Table 3. Chemical Composition of Stoodite - 6 (Hardfacing Material)
C | Cr | Fe | Mn | Mo | Ni | Si | Ti | Co |
1.2 | 29.0 | 2.1 | 0.05 | 0.10 | 2.0 | 1.2 | 4.7 | Bal |
2.4 Hardfacing using TIG
Hardfacing experiments were conducted on pipe specimens with dimensions of 162.0 mm outer diameter, 132.0 mm inner diameter, and
150 mm length. A total hardfacing overlay thickness of approximately 7.0 mm was deposited using the welding parameters. Fully automated
compact cladding cell based on hot-wire pulsed Tungsten Inert Gas (TIG) welding technology. The system, manufactured by
Fronius India Pvt. Ltd., was equipped with a programmable logic controller (PLC) and a touch-screen interface for precise control of welding
parameters.
The TIG hardfacing process was performed under mechanized conditions to ensure process repeatability and consistent weld quality. The
welding parameters were maintained as follows: welding current of 210 A, arc voltage of 14 V, travel speed of 19 cm/min, shielding gas flow
rate of 12 L/min, and hot-wire feed rate of 190 cm/min. These parameters were selected to achieve stable arc conditions, controlled heat input,
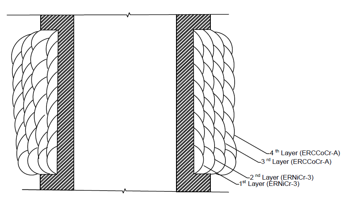
uniform deposition, and sound metallurgical bonding between the substrate, buffer layer, and hardfacing alloy. Figure 1 and 2 shows the plan of
hardfacing on the coupon.

Fig. 1. Welding Sequence

Fig. 2. Actual Hard-faced Sample
3. Results and Discussion
Following hardfacing, the welded components were subjected to post-weld heat treatment (PWHT) in accordance with the time–temperature
requirements specified in UCS-56 of ASME Section VIII, Division 1, and ISO 13480 Part 4. Subsequently, test coupons were extracted by
machining on a conventional lathe, while sectioning was performed using a power hacksaw. Final test specimens were prepared as per the
requirements of ASME Section IX. Visual inspection of the weld overlays revealed smooth and uniform deposits, free from surface defects
such as porosity, visible cracks, undercut, or microsegregation. Hence, the weld overlays were accepted for further evaluation. Liquid
penetrant testing (LPT) was performed after PWHT in accordance with QW-195.2 of ASME Section IX. The inspection results indicated no
recordable linear or rounded indications, confirming the soundness of the deposited overlays. After machining, the chemical composition
of the deposited hardfacing layer was verified using positive material identification (PMI) analysis. The results confirmed compliance with the
chemical composition requirements specified for ERCoCr-6 (Stellite 6) as per AWS standards. A detailed quantitative chemical analysis of the
weld metal was subsequently conducted in a laboratory environment to assess elemental distribution across the overlay thickness. Ultrasonic
testing (UT) was carried out to assess the integrity of the metallurgical bond between the P91 substrate, Inconel 82 buffer layer, and Stellite 6
hardfacing overlay. The inspection revealed no evidence of debonding, lack of fusion, or internal discontinuities at the interfaces between
the deposited layers. These results confirm effective metallurgical bonding throughout the multi-layer weld overlay system.
3.1 Hardness Testing
Vickers hardness measurements were performed using a digital hardness tester with a load of HV10. Hardness evaluation was conducted
across the transverse cross-section of the weld overlay to assess the hardness gradient from the substrate to the hardfacing surface. Each
specimen was divided into three regions—top, middle, and bottom—perpendicular to the welding direction. Hardness values were measured
at multiple locations within each region, and average values were calculated. The results, summarized in Table 4, show a progressive increase
in hardness from the base material through the heat-affected zone (HAZ) and buffer layer to the hardfacing overlay. The Stellite 6 hardfacing
layers exhibited high hardness values in the range of 437–450 HV10, attributable to the presence of carbide-rich microstructures. The buffer
layer exhibited intermediate hardness, while the HAZ and parent material showed comparatively lower hardness values, indicating a
favorable hardness gradient that helps in reducing stress concentration and cracking susceptibility.
Table 4. Micro Hardness test results
Type/Load | Location | Hardness (HV10) |
HV 10 | 4th layer (Hard Facing) – 7 mm from FL (Top of HFO) | 442,437,450 |
HV 10 | 3rd layer (Hard Facing) – 6 mm from FL | 437,442,450 |
HV 10 | 3rd layer (Hard Facing) – 5 mm from FL | 446,450,450 |
HV 10 | 2nd (Buffer layer) – 4 mm from FL | 357,351,345 |
HV 10 | 2nd (Buffer layer) – 3 mm from FL | 333,336,339 |
HV 10 | HAZ (Within 1 mm from Fusion Line) | 203,207,212 |
HV 10 | Parent Material | 207,206,206 |
3.2 Chemical Composition Analysis
Chemical composition analysis of the deposited weld metal was carried out on machined specimens at various distances from the fusion line,
ranging from 3.0 mm to 7.0 mm. The results indicate a gradual stabilization of alloying elements with increasing distance from the fusion line.
Higher iron content was observed near the fusion boundary due to dilution from the P91 substrate, whereas the cobalt, chromium, and tungsten
contents increased toward the top layers of the hardfacing overlay. The elemental distribution confirms as shown in Table 5, effective control of
dilution and validates the role of the Inconel 82 buffer layer in minimizing iron pickup and maintaining the desired chemistry of the Stellite 6
hardfacing alloy. Deposited weld metal chemical Analysis is done in machined condition of weld overlay.
Table 5. Elemental distributions of elements from the weld fusion line in hardfaced specimen
Sr. No. | Weld Thickness/ % Composition | 3.0 mm from weld fusion Line | 4 mm from weld fusion Line | 5 mm from weld fusion Line | 6 mm from weld fusion Line | 7 mm from weld fusion Line |
1 | C | 1.14 | 1.12 | 1.13 | 1.22 | 1.21 |
2 | Mn | 1.69 | 1.46 | 1.63 | 1.14 | 1.08 |
3 | P | 0.012 | 0.013 | 0.010 | 0.013 | 0.012 |
4 | S | 0.038 | 0.006 | 0.025 | 0.048 | 0.014 |
5 | Si | 0.82 | 0.93 | 0.78 | 1.03 | 1.08 |
6 | Cr | 25.17 | 25.82 | 24.68 | 26.40 | 26.90 |
7 | Ni | 19.52 | 12.21 | 18.13 | 8.54 | 6.69 |
8 | Cu | 0.10 | 0.11 | 0.58 | 0.36 | 0.31 |
9 | Mo | 0.60 | 0.51 | 0.10 | 0.13 | 0.13 |
10 | Fe | 10.62 | 8.31 | 11.21 | 5.50 | 5.50 |
11 | W | 2.92 | 3.80 | 3.13 | 4.56 | 4.56 |
12 | Co | Bal | Bal | Bal | Bal | Bal |
3.3 Microstructural Observations
Microstructural examination was carried out across different regions of the weldment, including the parent material, heat-affected zone,
buffer layer, and hardfacing overlay.
Parent Material: The base metal exhibited a tempered martensitic structure within a ferritic matrix,
consistent with the normalized and tempered condition of P91 steel.
Heat-Affected Zone (HAZ): The HAZ displayed a microstructure similar to the parent material,
though with slightly coarser grains due to thermal exposure during welding.
Buffer Layer: The Inconel 82 buffer layer showed a dendritic microstructure along with regions of
tempered martensite, indicating effective metallurgical compatibility between the substrate and the
hardfacing layer.
Hardfacing Overlay: The Stellite 6 overlay exhibited a dendritic microstructure consisting of primary and
secondary carbide networks uniformly distributed within a cobalt–chromium–tungsten solid solution matrix.
The overlay was free from microcracks, porosity, or other metallurgical defects.
3.4 Macrostructural Observations
Macrostructural examination of the weld cross-sections revealed complete fusion between the substrate, buffer layer, and hardfacing overlay.
No macro-level defects such as cracks, lack of fusion, or incomplete penetration were observed, confirming the overall integrity of the weld
overlay system. To evaluate the susceptibility of the hardfaced components to delayed cracking and delamination, liquid penetrant testing
was repeated on selected samples after 15 days of hardfacing. The inspection revealed no recordable indications, demonstrating the absence
of delayed cracking and confirming the long-term stability of the deposited overlays.
4. Conclusions
The present investigation successfully demonstrated the deposition of defect-free cobalt-based hardfacing overlays on Grade 91 steel using a
buffer layer approach. Advanced characterization of the interface between the buffer layer and the substrate revealed that cracking susceptibility
is strongly influenced by the formation of hard, continuous lamellar microstructures enriched in iron–cobalt and chromium-rich phases. The significant
localized increase in hardness within this interfacial region can reduce damage tolerance and promote crack propagation under service conditions.
The use of an Inconel 82 buffer layer effectively minimized dilution, reduced residual stresses, and improved metallurgical compatibility between the
P91 substrate and Stellite 6 hardfacing alloy.
Ultrasonic testing, hardness profiling, chemical composition analysis, and microstructural evaluation confirmed sound bonding, controlled hardness
gradients, and uniform elemental distribution across the weld overlay system. Furthermore, the absence of delayed cracking and delamination after
extended inspection validates the reliability of the adopted hardfacing strategy. The findings emphasize the importance of buffer layer selection and
precise control of welding parameters to prevent the formation of detrimental microstructures, such as sigma phase, in cobalt-based hardfaced
components. The results provide valuable insights for improving the service performance of hardfaced Grade 91 steel components used in
high-temperature power plant and valve applications.
References
ASME Sec II part C; Specifications for Welding rods, electrodes & filler metals.
ASME Sec IX;Qualification Standard for Welding, Brazing, and Fusing Procedures; Welders; Brazers; and Brazing and Fusing Operators
Bhoskar, A., Kalyankar, V., & Deshmukh, D. (2024). Implications of FCC and HCP cobalt phases on wear performance of weld deposited
cobalt-based coating. Results in Surfaces and Interfaces, 16, 100247.
Chang, J. et al. (2013) ‘Microstructure and Abrasive Wear Properties of Fe-Cr-C Hardfacing Alloy Cladding Manufactured by Gas Tungsten
Arc Welding ( GTAW )’, 19(1), pp. 93–98. doi: 10.1007/s12540-013-1015-4.
Deshmukh, D. D., & Kalyankar, V. D. (2018). Recent status of overlay by plasma transferred arc welding technique. International Journal of
Materials and Product Technology, 56(1-2), 23-83.
Deshmukh, D. D., & Kalyankar, V. D. (2019). Deposition Characteristics of Multitrack Overlayby Plasma Transferred Arc Welding on
SS316Lwith Co-Cr Based Alloy–Influence of Process Parameters. High Temperature Materials and Processes, 38(2019), 248-263.
Deshmukh, D. D., & Kalyankar, V. D. (2021). Analysis of deposition efficiency and distortion during multitrack overlay by plasma
transferred arc welding of Co–Cr alloy on 316L stainless steel. Journal of Advanced Manufacturing Systems, 20(04), 705-728.
Deshmukh, D. D., Kakade, S. P., & Bhoskar, A. (2025). Advanced Manufacturing Perspectives on NiCrBSiC Hardfacing: Microstructural and
Wear Performance Analysis. Transactions of the Indian Institute of Metals, 78(7), 160.
Gholipour, A., Shamanian, M. and Ashrafizadeh, F. (2011) ‘Microstructure and wear behavior of stellite 6 cladding on 17-4 PH stainless steel’,
Journal of Alloys and Compounds. Elsevier B.V., 509(14), pp. 4905–4909. doi: 10.1016/j.jallcom.2010.09.216.
Kakade, S. P., Thakur, A. G., Deshmukh, D. D., & Patil, S. B. (2023). Experimental investigations and optimisation of Ni-Cr-B-Si hardfacing
characteristics deposited by PTAW process on SS 410 using response surface method. Advances in Materials and Processing Technologies,
9(3), 826-842.
Kalyankar, V., Bhoskar, A., Deshmukh, D., & Patil, S. (2022). On the performance of metallurgical behaviour of Stellite 6 cladding deposited
on SS316L substrate with PTAW process. Canadian Metallurgical Quarterly, 61(2), 130-144.



.jpg)

.jpg)



Comments
No comments available.