

What is welding?
Welding is the process by which two pieces of metal can be joined together. The process of welding doesn’t merely bond the two pieces together as in brazing and soldering, but, through the use of extreme heat and sometimes the addition of other metals or gases, causes the metallic structures of the two pieces to join together and become one. There are several different welding methods, including spot welding, metal inert gas (MIG), and tungsten inert gas, which are forms of gas metal arc welding, arc welding, and gas welding, to name a few. Welding can even be done underwater.
In simple term welding is a joining process by heating, with or without pressure, with or without filler.

Correct procedure for general purpose welding
Step 1: Prep Work: While it’s possible to weld some material right through rust, corrosion, dirt and oil, it’s always better to clean your materials. Weld prep starts by wiping the surface clean with a dry, oil-free rag, then grinding the sides to be welded. This allows for better penetration. At the least, take off any paint or rust. Next, secure your two pieces of metal in place with clamps.
Step 2: Make A Connection: Connect your leads and ground to the metal you’re welding. If the metal is especially old, painted or rusted, grind or sand the connection areas for good conductivity. Depending on the electrodes being used, set the amperage. A recommended range will be printed right on the box of electrodes. If you’re not sure where to start, split the difference. So if the electrode calls for 75 to 125 DC, set the welder to 100.
Step 3: Strike An Arc: The direction of travel is very important. If you’re right-handed, moving right to left will keep the weld pool visible. Get in a comfortable position and put the electrode tip close to your starting point. Drop your hood and “strike an arc” by tapping the tip against the metal—completing the electrical circuit—and drag it backwards quickly, like you’re lighting a match against a fireplace. When the arc fires up, pull it back to the proper arc distance. A good rule of thumb: Arc distance should be equal to the diameter of the electrode, so if you’re using 0.25-inch 6013, the tip should be 0.25 inches off the metal being welded.
Step 4: Find Your Angle: As you drag or backhand the arc down the base metal, you have to make sure to maintain your arc distance. The electrode is being consumed as you go, so you have to move in while the rod gets smaller, all the while maintaining your consistent, say 0.25 inches, distance. You also need to keep a consistent angle. In most cases, 90 degrees (perpendicular) to 45 degrees works. But try to split the difference by holding a steady 60 degrees. This can, and should, change depending on your body position. Stay comfortable.
Step 5: Speed Of Travel: Amperage and speed determine how much weld will pool up. The faster you move, the less hot the base metal, the less electrode material is laid down and the less overall penetration you’ll get. But go too slow and you can burn up the area, making an equally weak weld. Experiment on your practice metals to find the happy medium with your setup.If you find a comfortable speed but it doesn’t seem to look right, adjust your amperage accordingly. As you are welding, don’t watch the bright light. Instead, look past it and focus on the molten puddle of metal behind the rod.
Step 6: Thickness & Undercut: A weld can be thickened by building up a bead with a circular or zigzag motion, easing the puddle around. Watch the outside edges of the puddle to make sure it’s filling the base metal. If it’s too thick, or there’s not enough heat in the base metal, gaps called undercut can develop between the base metal and weld.
Step 7: Follow The Line: Considering your distance, angle, speed and thickness, work down your weld line. Most electrodes will burn up in about one minute. If you get stuck and have to stop, or are welding a long line and need more than one electrode, chip the slag—the black “crust” over the metallic weld created by the flux—strike an arc and keep going. Never start a weld over existing slag.
Step 8: Clean The Weld: If you’re painting the weld, want to grind it flat or just want a better look, clean off the slag with a wire brush. On your practice welds it’s worth doing, as you can inspect the uniformity of your beads—the tighter the better, and a sure sign of a welding job well done.
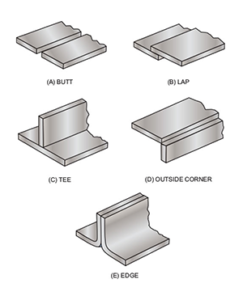
Different types of joints
The term ‘weld joint design’ refers to the way pieces of metal are put together or aligned with each other. Each joint’s design affects the quality and cost of the completed weld. Selecting the most appropriate joint design for a welding job requires special attention and skill.
There are five basic welding joint types commonly used in the industry, according to the AWS:
- Butt joint
- Tee joint
- Corner joint
- Lap joint
- Edge joint
Why are there different Welding Positions?
Those who have never taken welding classes or fused metal in the field might assume a welder simply sits at a workstation and fuses the metal components in front of them, moving freely around the table and repositioning the workpiece as needed. But in everyday work environments, joining metal can be much trickier. Workpieces may be attached to the ceiling, the corner, or the floor.
What is a Welding Position?

A welding position is a technique that allows a welder to join metals in the position in which they are found or the position in which a specific component will be used.
There are four main types of welding positions:
- Flat position
Also referred to as a “down hand” position, the flat position weld is the easiest. The metals to be joined are placed flat, and the welder passes the electric arc over them, moving across the workpiece in a horizontal direction. The joint’s top side is welded together allowing the molten material to move downward into its edges or groove.
- Horizontal Position
The horizontal position is considered an out-of-position weld. Along with the vertical and overhead, the horizontal position can be more challenging to perform and require a higher level of skill.
The weld axis is horizontal. How the position is executed depends on the type of weld. For a fillet weld, the weld bead is placed where a vertical and a horizontal piece of metal meet at a 90-degree angle. When performing a groove weld, the weld face will be along a vertical plane.
- Vertical Position
For a vertical position weld, both the weld and plate will lie vertically. One of the major problems when performing this weld is the molten metal flowing downward and piling up. Welding in a downhill or upward vertical position can prevent this issue.
- Overhead
The overhead position weld is the most difficult position to work in. The welding will be performed with the two pieces of metal above the welder, and the welder will have to angle him or herself and the equipment to reach the joints.
One major issue can be the metal sagging from the plate. When the metal sags, it creates a crown. To avoid this issue, the puddle of molten metal should be kept small.
As you can see, the welding position is essentially the location of the welder in relation to the workpiece. One of the major considerations with each position is the direction the welding consumable will flow due to gravity. The position of the welded joint on the plates or sections to be joined forms the basis for all welding classifications, which are represented by welding symbols.
Before we discuss the different welding classifications, it may help you to first understand the types of welds and weld joints on which these positions are typically performed.
What are the main types of Welds?
Two main types of welds can be used with any of the four positions:
Fillet Weld (F)
Often considered the most popular type of weld, a fillet weld fuses two pieces of metal at an approximate right angle to each other.
Grove Weld (G)
Grove welds are the second most common type of weld. A grove weld is formed when filler metal is deposited in the groove between two pieces of metal.
What is a consumable electrode?
Welding electrodes are lengths of wire that are connected with your welding machine to create an electric arc. Current passes through this wire to produce an arc, which generates a lot of heat to melt and fuse metal for welding.
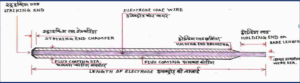
Sizes and terms
Below are some common definitions to know about the welding process.
- Weld metal deposition – amount of weld metal deposited as a percent of electrode burned
- Holding end – the side you hold the electrode from
- Striking end – the side where the arc is struck, if not champhered will not strike easily
- Flux –the coating of an electrode (this should be concentric in nature)
- Wire rod – the steel inside the electrode
- 5, 3.15, 4, 5, 6.3 MM – the diameter of the wire rod
- 350 MM or 450 MM – the length of the wire rod
- Slag – the coating formed over the weldmetal on cooling that prevents outside air from entering
What is the benefit of having flux?
- A Cleaning Agent – One of the most important things that flux does in a weld is fight against the metal oxides that may attack the metal and weaken the joints. Simply cleaning the metal before beginning the welding process will not always efficiently rid it of all factors that can affect the weld performance. In fewer words, you could say that flux prepares the metal to be welded.
- It’s a Sign that the Metal is ready for the Rod – While this may seem like a strange point, it’s a useful one—especially for beginners. When you’re welding or soldering a metal, you often will focus the heat around the flux, as opposed to straight on it. The flux is often an indicator that the metal is ready to make contact with the rod. When you find that the flux has reached a toasted-brown color, you can go in with the rod.
- It Provides Protection – When your metal has cooled after welding, the excess flux is easy to remove via the use of a brush and warm water. The remaining layer, however, will serve to protect the metal from oxidizing or rusting as it ages. The flux ultimately provides a weld that is not only clean, but that will stay clean.
- Through flux you can produce the tailor made chemistry by adding metal powders in the flux and increase the deposition efficiency.
About D&H Secheron
D&H Sécheron has over 800 products, each one is made in India at facilities in Indore, and tested at its in-house NABL accredited lab and sent to customers globally. The company makes everything from E7018 (Supratherme) to electrodes that are of imported quality and some of them don’t even have national/international codes. D&H Sécheron have always specialized in meeting the customer needs for which they have developed such a wide array of products.
D&H Sécheron, founded in 1966, was a swiss collaboration to develop high-quality welding consumables in India for India. In 1994, it was taken over by an Indian Entrepreneur, A. H. Maheshwari and rose to new heights. D&H Sécheron has led and still leads the welding consumables market in terms of innovation and has a product for every need. Today, they have complete basket of products for everything from Rail joining (LoTherme 457 IVR) to nuclear reactor vessel welding {BATOX-D(NP)}. The company is known for its systems since its inception and has received the ISO 9001, 14001 and 18001 certifications.
Having products that meet the ever-evolving dynamics of the market is no easy task but D&H Sécheron accomplishes this with relative ease under the technical brilliance of Dr. T.J.Prasadarao and his team of more than 22 experts. Dr. T.J.Prasadarao, Executive Director-Technical, leads product development and technical services for D&H Sécheron. His team develops innovative products at a rapid pace and can meet new customer requirements in a matter of weeks like he has in the past for customers like NTPC, BHEL and other major conglomerates.
Through Dr. T.J.Prasadarao, D&H Sécheron can offer extensive technical assistance to its huge client base with technical seminars, on site visits, regular technical insights on how to weld using special products and more.


General purpose welding electrodes offered by D&H Secheron
Below is a list of brands we offer in the general purpose welding class
| Brand Name | AWS/SFA 5.1 | IS: 814 | Best Known for |
| Supra-Bond | E6013 | ER4211X | Good for vertical down Retail product at good prices |
| Norma | E6013 | ER4222 | Export quality with 30 years of repute |
| Norma-V | E6013 | ER4211 | Standard 6013 offering |
| Norma-X | E6013 | ER4222X | Export grade for Europe/USA |
| Medio | E6013 | ER4222X | Heavy coated product for better deposition |
| Medio-S | E6013 | ER4322X | Export grade product |
| Medio-V | E6013 | ER4211X | Good for vertical down (heavy coated electrode for better deposit) |
| Exobel | E6013 | ERR4222X | Heaviest coated product for best weld deposition at premium price |
For More Info:
Dr. T. J. Prasadarao
Email: tjprao@dnhsecheron.net
Tel: +91 9685091114



{kind=link}