
A. K. Vaish, Ritesh Patel*, B. J. Chauhan,
S. D. Kahar, Ankit Bhojani, K.M.Bhaisaheb and Keshva Narayana*
Department of Metallurgical and Materials Engineering,
The M.S.University of Baroda, Vadodara-390001
*Larsen and Toubro Ltd., Hazira
E-mail: vaishakvnml@gmail.com
Abstract
Welding is a process whereby two or more parts are fused together by means of heat, pressure or both forming a join as the parts cool. It plays key role in all types of fabrication. The comprehensive outlook of welding of stainless steel covering the mechanism of welding of stainless steel has been briefly discussed for its different categories as well as with that of carbon steel, galvanised steel, aluminium, copper and tungsten along with the diversified applications of stainless steel welding in different sectors.
Keywords: Stainless steel, Welding, Mechanism, Carbon steel, Galvanised steel, Aluminium, Copper, Tungsten, Diversified
- Introduction
Welding is the technique to fuse metals together. It is a fabrication process in which generally metals are heated, melted and mixed to produce a joint, whereby two or more parts are fused together. When used with filler material, produces a stronger weld than the base material. Today it is an essential component of many industries such as the automotive, the construction and the aviation. The welding of stainless steel is influenced by its different alloying elements. Its all categories are weldable, though weldability of its one category differs from that of other category. Stainless steel has ample scope for growth due to its “stain-less “nature, high corrosion resistance and resistance to oxidation. Its demand is getting enhanced due to increase in global population and rapid urbanization. Due to its significant contribution almost in all the sectors, an attempt has been made to discuss briefly the comprehensive outlook of welding of stainless steel covering the mechanism of welding of its different categories as well as with that of carbon steel, galvanised steel, aluminium, copper and tungsten along with the diversified applications of stainless steel welding.
- Stainless steel
Stainless steel was invented in 1913 by a Harry Brearley a British metallurgist [1]. The development of stainless steel began in the early twentieth century in the United Kingdom and Germany Stainless steel comprises of at least 10.5% chromium, < 1.2% carbon and other alloying elements such as nickel, molybdenum, nitrogen, titanium, niobium, manganese etc. Chromium forms a more stable oxide (Cr2O3) film on the surface which is continuous, impervious and passive to stop any further reaction between steel and the surrounding atmosphere and protects the steel from further oxidation .Further higher chromium content in stainless steel leads to higher resistance to oxidation. It possesses higher strength at room temperature as well as at higher temperature. As a result its design life is over fifty years.
The stainless steel can be grouped within five main categories as follows:
- Ferritic stainless steel
Its micro -struture is ferrite with a body centered –cubic grain structure. It is non-hardenable by heat treatment and marginally hardenable by cold rolling.
- Martensitic stainless steel
It is austenitic at temperatures 950-10000 C, but transforms to martensite on cooling to room temperature. This steel can be quenched in oil or air from 10500C (when fully austenitic) and then tempered to obtain yield strength of 550-1860 Mpa.
- Austenitic stainless steel
It has austenite crystalline structure as well as the face-centered –cubic structure. This steel is single phase FCC material and can be strengthened by cold working and cold solution strengthening.
- Duplex stainless steel
It contains low carbon. It is the mixture of ferrite (bcc) plus austenite (fcc). This steel has both structures and gets the benefit of both phases.
- Precipitation –hardening stainless steel
It is iron-nickel-chromium alloy containing one or more precipitation hardening elements such as Aluminium, Titanium, Copper, Niobium or Molybdenum. It is a special alloy produced by vacuum melting.
Different categories of stainless steels with their chemical compositions are depicted in Figure 1.
Figure 1: Different categories of stainless steel- their chemical compositions
Each of these categories has a unique series of metallurgical qualities. Different categories have distinct strengths and weaknesses and each category is suitable for wide range of potential applications. Chromium is striking in all categories of stainless steel for its corrosion resistance, hardness and extraordinary gloss when polished. Compared to other materials, stainless steel has strong mechanical properties at ambient temperatures namely ductility, elasticity and hardness. As a result it is used in difficult metal forming modes such as deep stamping, flat bending and extrusion. Under extreme conditions stainless steel is highly suitable for diversified applications and specific uses as diverse as aeroplane and medical.
- Welding of metals
Welding is a fabrication process by which two or more parts of metal are fused together by means of heat, pressure or both forming a join as the parts cool. Three most common metals used for welding are steel, stainless steel and aluminium having good ductility, strength and versatility. Welding is the essential component of many sectors such as automotive, construction, aerospace, railroads, energy, ship and boat building military and many more. When welding is done using a filler material, a weld stronger than the base material is produced. Welding establishes strong, durable and permanent joint links with a great finish. Today welding is being used to create many modern constructions in the world such as skyscrapers, cars, ships and airplanes.
- Comprehensive outlook of welding of stainless steel
Stainless alloys were once considered a major challenge to weld, today they are weldable materials, and a welded joint provides optimum corrosion resistance, strength, and fabrication economy. Comprehensive outlook of welding of stainless steel includes its mechanism of welding and diversified applications of stainless welding in multiple sectors as follows:
4.1 Mechanism of welding of stainless steel
In order to comprehend the mechanism of welding of stainless steel, it is essential to acquire its detailed composition and properties. The mechanism of welding of stainless steel depends upon
- Carbon content in steel
- Alloying elements and their contents in steel
- Grain coarsening at high temperature
- Type of filler and its composition
- Pre- or –post weld heat treatment
- Hardening effect of heat at the welded joint
As the composition of stainless steel changes from its one category to another, the mechanism of welding changes accordingly. An attempt has been made to discuss the mechanism of welding of different categories of stainless steel as well as the mechanism of welding of stainless steel to carbon steel, galvanised steel, aluminium, copper and tungsten.
4.1.1 Mechanism of welding of different categories of stainless steel
The welding of stainless steels is influenced by its different alloying elements. The alloying elements in each of its categories influence the weldability of the particular category. As stainless steels are non-hardenable on cooling, they exhibit good toughness. All categories of stainless steel are not welded equally, some of them are more weldable than others.
- Ferritic stainless steel
Ferritic stainless steel is predominantly single phase and non-hardenable and is readily fusion welded. At high temperatures it undergoes rapid grain growth leading to brittle, heat affected zones, therefore it has poor weldability. It is welded usually in thin sheets or sections having less than 6 mm thickness. During the welding of ferritic stainless steel such filler metals are used which match or exceed the chromium level of the base alloy .Ferritic stainless steel may crack during welding process due to excessive grain coarsening leading to poor toughness in the heat affected zone. However, precaution is required for welding thin sections whereas in the case of thicker sections, a low heat input can minimize the size of the grain coarsened zone and minimize the sensitivity to cracking [2].Ferritic stainless steel generally welded using TIG welding process offering high quality,versatility and longevity. This welding process creates low heat input and makes it perfect for thin material.
- Martensitic stainless steel
Martensitic stainless steel is of two types namely low carbon (between 0.05 to 0.35 %) high strength and high carbon (between 0.60 and 1.5 %) high hardness. It is vulnerable to cool cracking and does not weld easily .Low carbon martensitic stainless steel has high strength and good weldability whereas high carbon martensitic stainless steel has low weldability, low toughness and increased amount of carbides. This steel becomes hard and brittle upon cooling. It is successfully welded if precautions are taken to avoid cracking in HAZ, especially in thick section components. High hardness in the HAZ makes this type of steel very prone to hydrogen cracking. When joint cools to room temperature, the weld gets completely transformed to untempered martensite. The risk of cracking increases with the carbon content and it is combated by using hydrogen controlled fillers. For thicker sections and higher carbon materials pre-and post- weld treatments are carried out to reduce the risk of cracking [2]. The filler metals are selected to match the chromium and carbon content of martensitic metal.
.(c) Austenitic stainless steel
It has austenite crystalline structure as well as the face centered cubic lattice structure. It has high weldability, high ductility high toughness and high formability. Austenitic stainless steel is readily welded using any arc welding process namely TIG, MIG, MMA or SA. Since it is non-hardenable on cooling, it exhibits good toughness and it does not require pre- or post weld heat treatment. Normally fillers with matching composition to the base material are used. This steel is single phase FCC material, it can be strengthened by cold working and cold solution strengthening.
- Duplex (austenitic+ ferritic) stainless steel
It is the mixture of ferrite (bcc) plus Austenite (fcc). This steel has the combination of toughness and weldability of austenite with strengths and resistance to localised corrosion of ferrite. This steel has both structures and gets the benefit of both phases. It has higher tensile and yield strengths and good weldability and formability than austenitic and ferritic stainless steels.The weldability of duplex stainless steel is better than that of ferritic stainless steel and not as good as austenitic stainless steel. Duplex stainless steel is welded with relatively high heat input and low interpass temperatures. During the welding of duplex stainless steel temperatures are chosen carefully since too much heat can compromise the structural integrity of the steel and render it useless. Duplex stainless steel relies on a nearly equal balance of ferrite and austenite i.e. 50% austenite and 50% ferrite microstructure in the base metal. The filler is selected more carefully since filler metal cools much more quickly than the base metal.
- Precipitation hardening stainless steel
Precipitation hardening stainless steel is the combination of martensitic and austenitic stainless steel. Its weldability is not at par with austenitic stainless steel still it is very good. It is welded without preheating treatment, but is heated after the weld has been completed in order to preserve its structural integrity. It is readily welded through standard fusion and resistance methods and special care is needed during its heat treatment in order to achieve optimum mechanical properties in the weld as in parent material. The matching filler is selected and heat treatment after welding helps the weld to achieve close similarities to the parent material.
The salient features of the mechanism of welding of different categories of stainless steel are shown in Figure 2.
Figure 2 : Salient features of the welding mechanism of stainless steel
4.1.2 Mechanism of welding of stainless steel to other metals
In real practice many a times the components / parts of stainless steel are to be welded with the components/ parts of other metals. In view of this fact, an attempt has been made to discuss the mechanism of welding of stainless steel to other metals. Generally similar metals pose very little problems whereas dissimilar metals pose problems during welding. Extreme differences in the melting points of metals make them more difficult to join using standard methods.
(a) Welding of stainless steel to plain carbon steel
The mechanism of the welding of stainless steel to plain carbon steel helps to weld the components of stainless steel to the components of plain carbon steel during the fabrication work. Austenitic stainless steels namely grade 304 or grade 316 are welded to plain carbon steel using MIG and TIG welding During MIG welding filler materials are preferred. Due to differences in electrical conductivity between stainless steel and plain carbon steel, it is difficult to reach right weld temperature and resistance welding may not be adopted. However, resistance welding can be adopted if carbon steel is preheated as it is more electrically conducive and does not heat up as fast as stainless steel.
- Stainless steel to low carbon plain steel (mild steel)
The carbon content in low carbon plain steel (mild steel) typically ranges from 0.05% to 0.25% by weight. The welding of low carbon steel to stainless steel is not difficult since these two metals have almost similar properties. MIG welding or GMAW is an excellent process to weld stainless steel to low carbon steel. The most important thing is to select the proper wire. The best filler metal for welding stainless steel to low carbon steel is the 309[3]. This filler material has low carbon content and small amount of ferrite to prevent cracking. The 309 has a high enough amount of chromium and nickel to counter low carbon steel dilution problem. As a result, the deposited weld metal will have excellent corrosion resistance.
- Stainless steel to medium carbon plain steel
Medium carbon steel containing 0.30-0.60% carbon and 0.60-1.65% manganese is stronger than low carbon steel but is more difficult to weld. It is more prone to cracking. Medium carbon steel is welded with stainless steel using a low-hydrogen welding process or controlled hydrogen fillers.
(iii) Stainless steel to high carbon plain steel
High carbon steel containing 0.60-1.0% carbon and 0.30-0.90% manganese is extremely hard and strong. It has poor weldability and is difficult to weld without cracking. As the carbon content of steel increases, the steel becomes stronger and harder as well as less ductile with the increase in carbon content. This high carbon steel is typically considered “hard to weld”. It is difficult to weld because of the hardening effect of heat at the welded joint. It may readily form the hard and brittle martensite phase as steel cools from welding. Because of the high carbon content and the heat treatment usually given to this steel, its basic properties are impaired by arc welding. Therefore this steel requires very thorough preheating and post-heating processes to avoid this. Austenitic stainless steel such as grade 304 stainless or grade 316 stainless steel can be welded to plain carbon steel using MIG and TIG welding. While welding stainless steel to plain carbon steel by MIG welding process, the use of filler material is preferred [4].
- Welding of stainless steel to galvanised steel
Stainless steel has good weldability to galvanized steel also. During the welding of galvanised steel to stainless steel, the zinc coating around the area to be joined is removed before welding. Molten zinc, if present in the weld fusion zone can result in embrittlement or reduced corrosion resistance of the finished weld.[5]
- Welding of stainless steel to aluminium
It is possible to weld aluminium with stainless steel. Aluminium – steel- aluminium joints find applications in the area of aerospace, automotive and shipbuilding industry and reduce the weight of structure thereby enhancing the efficiency. There is a huge difference in melting point between aluminium alloy and steel which makes this a great disadvantage for the process. Stainless steel and aluminium are joined via arc welding and two special techniques have been developed to isolate the metals from each other during the arc welding process. During these two methods of arc welding of aluminium and stainless steel components, very brittle intermediate compounds are not formed.
- The first method uses bimetallic transitions, in which aluminum and stainless steel are joined by methods that do not create the compound and allows the joining of the two metals by only welding aluminium to aluminium and stainless steel to stainless steel.
- In second method the stainless steel is coated with aluminium. This is sometimes achieved by dip coating (hot dip aluminizing) or brazing the aluminium to the surface of the steel. Once coated, the steel member can be arc welded to the aluminium member, if care is taken to prevent the arc from impinging on the steel
(d) Welding of stainless steel to copper
Since the melting point of stainless steel is much higher than that of copper, it is more difficult to weld stainless steel with copper.Electron beam welding is the preferred welding process for welding copper to stainless steel. The main reason for this involves the fact that EBW is a great process for welding copper in general, which is the more challenging of the two metals to weld. Copper and stainless steel are welded together, but it is extremely difficult and offers very little structural strength.[7].
(e) Welding of stainless steel to tungsten
Tungsten is an ideal welding material for stainless steel due to its high melting point and strength. It can be used to weld stainless joints easily. Thoriated tungsten electrodes, containing 1-2% thorium oxide (ThO2), are iideal for high amperage welding of stainless steel. Tungsten is welded in a very pure atmosphere of either inert gas (gas tung- sten-arc process) or vacuum (electron beam process) to avoid contamination of the weld by interstitials [8]
4.2 Welding of stainless steel – its diversified applications
The welding mechanism of different categories of stainless steel has been adopted in multiple sectors as follows:
- Ferritic Stainless Steels
Ferritic stainless steel has higher thermal conductivity and lower thermal expansion than austenitic stainless steel, it is well suited for high temperature applications. Chromium rich ferritic stainless steel has good oxidation resistance at high temperatures and can be used for making furnace components. Ferritic stainless steel welding is mainly used in making automotive parts, industrial machinery and kitchen wares as they readily undergo cold working and deep drawing operations.The most common use of ferritic stainless steel is in the automotive industry for things like tail pipes and exhaust systems.
- Martensitic steels
The application of martensitic steel welding is very useful in automotive applications for door beams, bumpers, very lightweight and high strength lower side members (rocker panels), and cross car bars and beams that are designed to prevent intrusion into the passenger compartment. Dissimilar welding of martensitic stainless steel joints is commonly preferred in Nuclear Reactors where high temperature applications are needed. There has been a huge demand for materials which sustain corrosive environment with high rupture strength along with high temperature and pressure
(c) Austenitic stainless steels
Austenitic stainless steel welding is used for domestic, industrial, transport, and architectural products based primarily on their corrosion resistance but also for their formability, their strength, and their properties at extreme temperatures.The high strength of cold-worked austenitic stainless steel makes it the predominant material for use in transit cars, but also in springs, seatbelt anchors, and knife blades. Since austenitics are tough even to liquid helium temperatures they are widely used in all cryogenic applications .Dissimilar welding of austenitic stainless steel joints are commonly preferred in nuclear reactors where high temperature applications are needed.
(d) Duplex stainless steels
Duplex stainless steel welding is used in chemical process industries, petrochemicals, oil & gas, pharmaceuticals, geothermal, sea water desalination, liquefied natural gas, etc.
( e) Precipitation hardening stainless steels
Due to the high strength of precipitation hardening stainless steels, their welding is used in aerospace and other high-technology industries. The other applications of their welding are for making gears, valves and engine components. Their welding is used in the oil and gas, nuclear and aerospace industries where a combination of high strength, corrosion resistance and a generally low but acceptable degree of toughness is required.
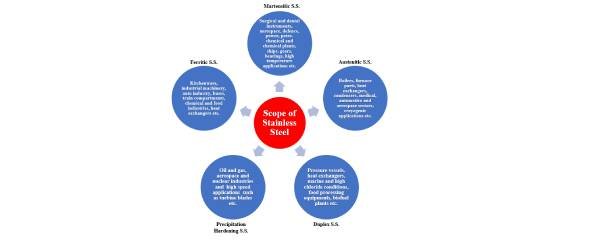
Diversified applications of stainless steel welding are depicted in Figure 3
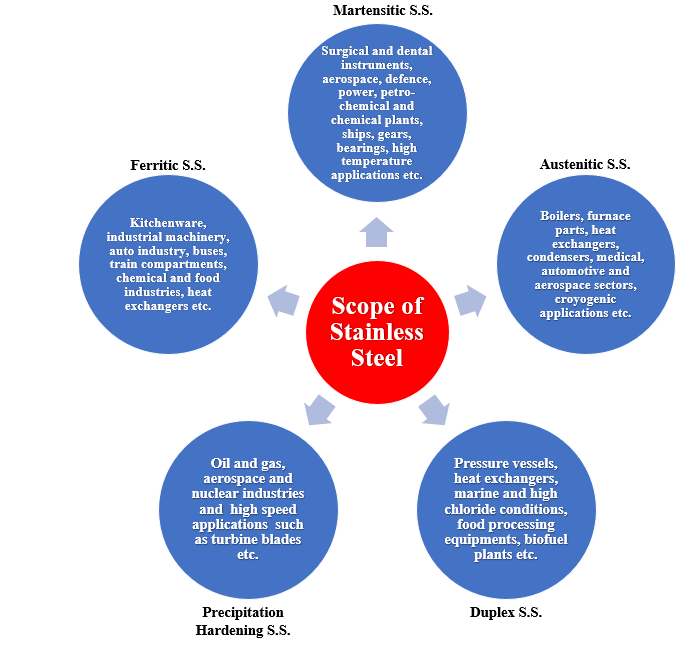
Figure 3: Diversified applications of the welding of different categories of stainless steel in multiple sectors
5.0 Conclusions
(i) The mechanism of welding of different categories of stainless steel reveals several mysteries related to welding.
(ii) In real practice many a times stainless steel is to be welded with other metals as and when required.
(iii) It is important to properly match the filler metals with the material being welded.
(iv) The mechanism of welding of stainless steel finds diversified applications in multiple sectors.
References :
[1] https://www.reliance-foundry.com/blog/stainless-steel-production
[2] https://www.onlinemetals.com/weldability-of-stainless-steel
[6]]https://weldingmastermind.com/how-to-tig-weld-aluminum-to-stainless-steel-the-full-guide/
[7]]https://learntomoonshine.com/how-to-solder-braze-and-weld-stainless-steel-to-copper/#:~:text=So%20can%20copper%20and%20stainless,offers%20very%20little%20structural%20strength[8]https://www.google.com/search?sca_esv=559020407&sxsrf=AB5stBi1FTZjUm9hv8OnWau3bOxtgnJmTw:1692696360908&q=Can+tungsten+be+wel



{kind=link}