

Prof S K Agrawal
Formerly Professor of Metallurgy at M S University of Baroda
Director, Fusion Resources
INTRODUCTION
Though nitrogen can be treated as minor alloying element in Stainless steels, it is justified to consider Nitrogen as an important alloying element since it is added intentionally in many grades of stainless steels. Contribution of nitrogen to the microstructure, mechanical properties and in controlling behaviour of any class of stainless steels needs elaboration. Most of the contributions of nitrogen are beneficial but each contribution may not fall in this category.
Nitrogen is a strong austenite stabiliser, nearly 30 times more potent than nickel. It goes as interstitial element in iron. Its solubility in iron at room temperature is limited to 0.02%. Solubility increases in association with elements like Chromium and Manganese.Autogenous welds of Nitrogen bearing stainless steels can be free of delta ferrite and can be used in the service where presence of delta ferrite is undesirable. As austenitiser it can replace costly nickel in some grades of stainless steel.
Effect on Mechanical Properties
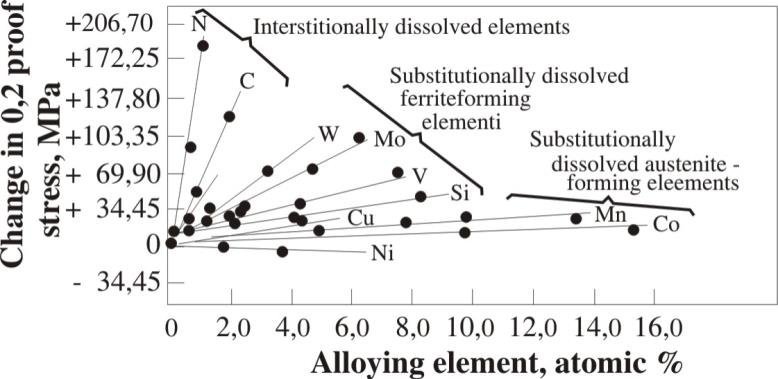
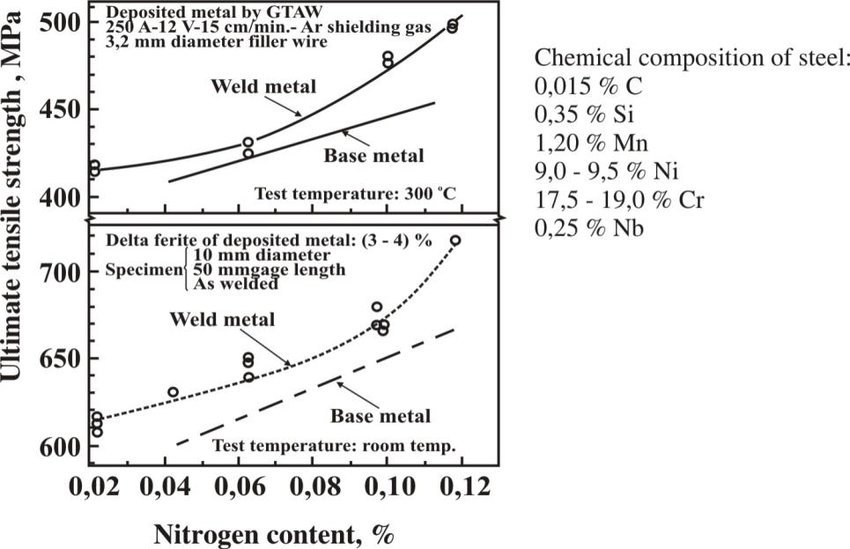
Nitrogen is strong solid solution strengthener. The effect of dissolved nitrogen on the strength of austenitic steel is shown in fig .It is reported that yield strength of AISI 316 weld metal increase by about 62 MPa for each 0.01 wt% increase of nitrogen. The solid solution hardening increase linearly with increasing nitrogen though more accurately it is N1/2.Effect is more pronounced on tensile strength than on proof stress. This is attributed to decrease in stacking fault energy due to nitrogen leading to increased work hardening rate. In case of ELC grades, nitrogen addition can compensate for the loss of strength due to reduced carbon.
There appears to be strong interaction between nitrogen and grain size. Effect of grain size increases as the nitrogen increases. Nitrogen addition also leads to good stretch formability. For cryogenic service, increased nitrogen in the weld metal has proved beneficial. It increases both proof strength as well as tensile strength at 77 K but with a deterioration of impact properties at the same temperature.
For long term high temperature service such as in fluid cracker units, weld as well as base metal should have good high temperature strength and resistance to sigma phase embrittlement. Creep resistance of austenitic stainless increase with increasing nitrogen content, the effect being due to enhanced
precipitation. It has been found that the combined effect of Mo, carbon and Nitrogen addition produces the highest values of both yield & tensile strength at 700C for weld metal of 16-8-2 & Nitrogen in coated electrodes. It may be noted that the higher properties are obtained without any reduction in impact values. In case of AISI 347 grade, creep resistance increases due to greater amount of Nb (CN) precipitation but at the expense of ductility.
Weld Metal
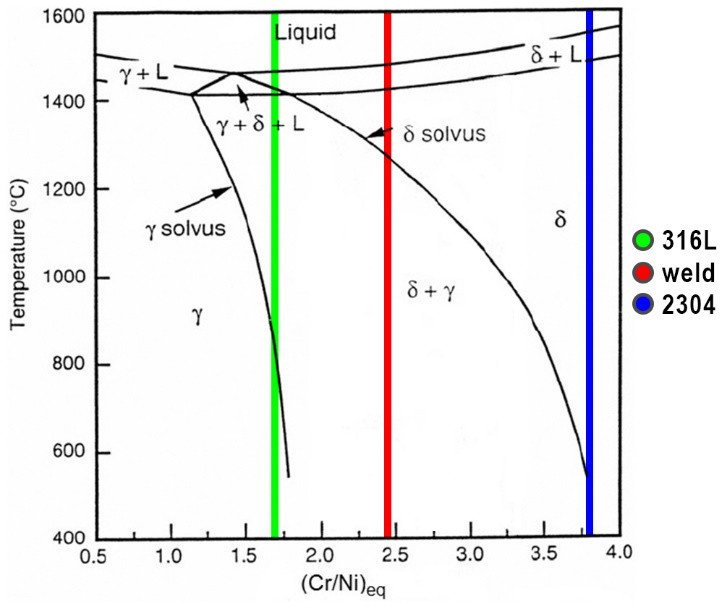
Weld metal is a solidified structure, its microstructure is dependent on the rate of cooling and composition. Weld metal has many chemical and microstructural inhomogeneties, while the base metal is generally free of such inhomogeneties. Microstructure of weld metal and base are not same even with same composition. Nitrogen influences strongly both the solidification mode and ferrite content of the weld metal in stainless steels. Therefore welding of nitrogen containing stainless steels can be best discussed by first considering the solidification of the steels with the help of pseudo-binary diagrams.
The diagram shows the solidification of 67% iron pseudo binary diagram of Fe-Cr-Ni. Due to nitrogen addition, Ni equivalent increases causing the solidification to start with austenite as primary phase. Rapid cooling associated with the welds does not permit austenite to reject equilibrium proportion of ferrite. This reduction in the amount of Delta ferrite may increase the risk of hot cracking especially in austenitic stainless steels. Though consequences of weld solidification were taken into considerations by Schaeffer through his legendary diagram, he ignored the contribution of nitrogen. The contribution of nitrogen was taken into account by latter researchers such as Delong, Espy and Kotecki. Espy found that the effect of higher nitrogen was much less than previously reported and kept 0.37 for Ni equivalent of Mn and nitrogen equivalent was to change with varying percentage of nitrogen. He considered the contribution of Cu, V and Al also.
Ferritic Stainless Steels:
During welding of high chromium ferritic stainless steels, nitrogen absorption can promote embrittlement and high notch sensitivity at room temperature.
Welding of Duplex Stainless Steels
Effect on Parent Metal-
In HAZ of duplex steels, desirable microstructure should have nearly equal proportion of ferrite and austenite. Excessive ferrite may lead to hydrogen induced cracking. Incase of Duplex steels, fast cooling rates experienced in welding do not permit alpha-gamma transformation to get completed. If filler metals of matching composition are used, then weld and HAZ will have higher ferrite than the base metal. B Bonnefois etal found that for nitrogen containing base metal, the increase in ferrite is very little even for highest cooling rates. Therefore in nitrogen containing DSS, it is not necessary to control heat input during welding in order to restrict ferrite percentage.
Effect on Weld Metal-
as in case of HAZ, weld metal may also contain higher ferrite if welded with matching filler metal or without filler. This may happen even when the base metal contains nitrogen, since some nitrogen may be lost by evaporation during welding.
Welding of Austenitic Stainless Steels
Regarding hot cracking tendency with nitrogen containing steels, it may be noted that it is not that ferrite is not directly responsible for preventing hot cracking. Impurities forming low melting point constituents are responsible for the hot cracking. Ferrite is capable of taking these impurities into solution. At very low level of P+S, it is possible to weld austenitic steels without hot cracking with no ferrite. According to Jana, Manganese reduces the tendency for hot cracking. Backman found that crack sensitivity is decreased when Mn is increased and filler metal with 4.15 % Mn gave lowest crack length with ER 310 electrodes.
For welding of 316LN and 317LN, welding consumables may contain nitrogen in order to obtain matching properties. Ferrite may be restricted to 2%. Nitrogen in amount greater than 0.2% generally not used.
Certain precautions are necessary during welding .Heat input may be restricted to 20 KJ/cm. Further one should adhere to the following precautions.
- No pre or post heating
- String beads without oscillation
- Diameter of the electrode maximum 4.00 mm
- Inter-pass temperature 150° C maximum
Effect of Nitrogen on Corrosion Resistance
Nitrogen is beneficial in promoting passivity. This beneficial effect is enhanced by presence of molybdenum. Many AISI steels such as 310 & 316 may contain both nitrogen and molybdenum. It may be expected that by extending passive potential range, nitrogen may also increase general corrosion rates but that is not the case.
It has been found that nitrogen retards precipitation of M23 C6 and thus reduces the detrimental effect of carbon on sensitization. Espy suggests that upto 0.06% c may be tolerated in presence of nitrogen against 0.011% in nitrogen free 304L steel. The resistance to sensitization for nitrogen containing steels permits the welding of thicker sections by multipass welding.
Pitting Resistance-
Nitrogen extends the passive range and increases the pitting potential towards trans-passive range. An apparent synergistic effect between nitrogen, chromium and molybdenum has been observed. The effect of nitrogen on pitting corrosion resistance is more conspicuous for austenitic alloys containing more than 3% Mo. The Pitting Resistance Equivalent, PRE, can be used to estimate the relative pitting resistance by the following formula PRE = %Cr + 3.3% Cr +16% N. This suggests that a filler material with high nitrogen will be better than with high nickel content. The nitrogen content of the weld metal shall not be less than that of base metal.
Super austenitic stainless steels
Contain higher Cr and Mo and can exhibit intermediate phase or carbides as precipitates especially in weld deposits of multilayer welds. Sigma phase precipitation is caused by micro segregation in as solidified metal or due to thermal cycle. This leads to reduced toughness and corrosion resistance of the finished welds.
Summary
In summary it can be concluded that Nitrogen is a beneficial alloying Element. It is great solid solution strengthener. strong austenite stabilizer, grain refiner in ferritic SS and control toughness. It has beneficial effect on Ferritic, Austenitic and duplex SS
Nitrogen has positive effect on Pitting corrosion, General corrosion, Stress corrosion cracking and Creep Resistance.
During welding nitrogen reduces damaging effect of sensitization and hot cracking



{kind=link}