
")
Ravindra Kumar Bisare
Chief General Manager
Plate Mill ,SAIL Bhilai Steel Plant
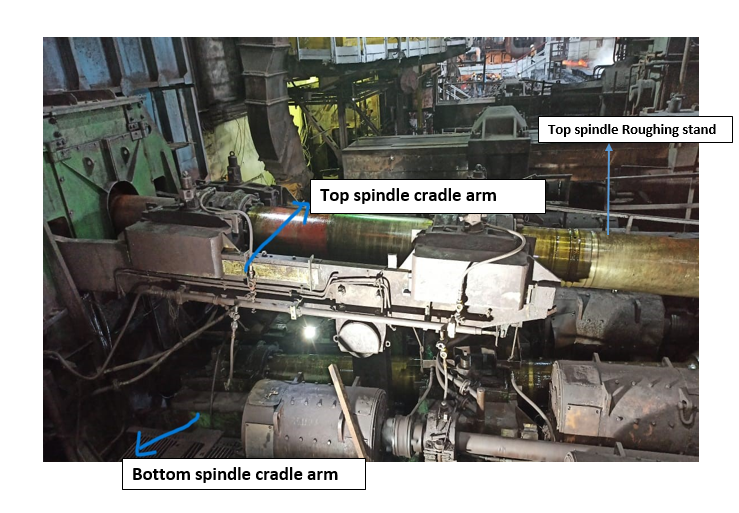
Introduction–3600 mm Plate mill is commissioned in March 1993.It is known for meeting the need of internal and external customer of different grade , size of plates (8-120 mm. thick),national and international standards. It has two reversible horizontal stands of roll separating force 4,500 tonnes each. Roughing Stand is the first horizontal stand of Plate Mill, Bhilai Steel Plant which is used for rolling of Heavy plates and also for feeding of semi-rolled stock for finishing of plates from Finishing Stand. In the Roughing stand power transmission to Work Rolls for rolling of plates is done through 2 Main drive spindles. These Main drive spindle assemblies are supported on cradle Arms i.e. each main drive spindle is supported on 2 cradle arms (Pic-A).
Description of Problem-On 13.12.2023 a major breakdown occurred wherein the exit side Cradle Arm of bottom Main drive spindle got broken in two pieces thus bringing the production of plates at Plate Mill to a grinding halt. (Pic-B). As no ready spare was available and the delivery of the items ordered on OEM from Ukraine was expected by Nov-Dec 2024. The approximate time required for changing the cradle bar is around 5-6 days but this job was never done before at Plate Mill.
To restore the working of Roughing Stand following two options were available:-
1) In house manufacturing of new Cradle Arm for replacing the broken one.
2) In-situ repair of the broken Cradle Arm by welding.
In house manufacturing of the new Cradle Arm would have taken 2 months’ time and further replacement of the broken one another 6 days. Thus total down time would have been around more than 60 days.
Solution–In view of fulfilment of critical customers’ orders in time following action plan was finalised:-
- Initiate manufacturing of new cradle arm for replacement.
- To carry out in-situ repair of cradle arm to normalise rolling immediately.
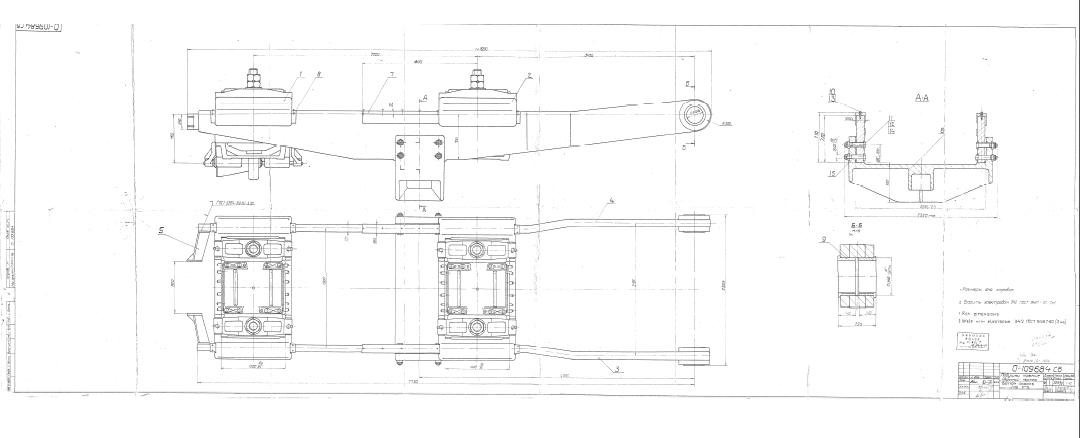
As evident in the drawing as shown below, this cradle arm is 120 mm thick and 11 metres long fixed at very critical location where it is subjected to continuous cyclical loads as well as impact.
Brain storming amongst central mechanical, shop mechanical along with members from Indian Institute of welding, Bhilai branch has been done to liquidate break down in such a way to avoid any recurrence because there is no other spare available. In order to commensurate the subject plan group has decided to follow following steps:
- To study drawings of cradle arm and Prepare platform for safe working.
- To align the broken pieces of arm exactly with the help of hydraulic lifting cylinder and crane.
- Preparation of double V joint by gas cutting and grinding.
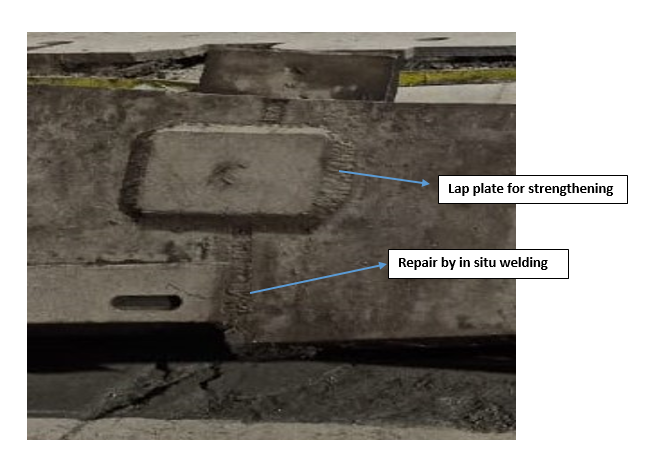
- Preparation of lap plate to be welded on the weld joint to prevent further failure (Pic-C
A group of dedicated employees has under taken the challenge and executed the rectification job as mentioned above for the first time in the history of Plate Mill. Whole job is completed in less than 24 hrs. In the wake of the situation, Writer, Shri R K Bisare CGM Plate Mill SAIL Bhilai Steel Plant and Ex-Secretary Indian Institute of Welding (IIW) Bhilai has taken the lead from the front that is aptly supported by Shri S.K.Gajbhiye ,CGM (Mech.) and total wok was coordinated by Shri J .Sudhakar ,GM(Mech) Plate Mill & Shri R.K Borah (GM CHM1). Right from the selection of welding rod based on analysis of parent material of the arm i.e. special low hydrogen high tensile all position welding electrodes (EWS-7018 category) were used for welding, by taking utmost precaution to prevent distortion and minimising adverse effect of heat effected zone (HAZ). The cross section of weld joint was around 120 mm X 650 mm. A lap plate was welded over lapping on the joint for giving additional support to prevent any break down.
Conclusion– In-situ repair of Main Drive Cradle Arm of Roughing Stand of Plate Mill, Bhilai Steel Plant was completed successfully by selecting correct procedure of welding with appropriate welding electrodes. Testing the soundness of the weld joint by DPT and on site NDT confirms good quality of welding. In this way rolling and production of Plate Mill has come back on the track within 24 Hrs. Meticulous job of rectification of very critical part of drive mechanism of Roughing Stand in record time to fulfil customer order was very well appreciated by Director In charge and ED (Works) of Bhilai Steel Plant .



{kind=link}