

AUTHOR DETAILS
Ajit Kulkarni
Tech Lead Fab
ETEC John Deere, India
Pravin Bhoite
Lead Engineer
ETEC John Deere, India
KEYWORDS
Weld Kitting Process for High Variation product line
ABSTRACT
A growing number of product variants, which is reality for many assembling and manufacturing companies, often result in more part numbers. These part numbers need to be delivered to the assembly process. Delivering them in the traditional way with continuous supply and lineside stores becomes a problem since the increasing number of parts demands an increase in lineside storage space. An increase in lineside storage space and part numbers creates longer operator walking and searching times at the assembly line. One way to decrease the lineside storage space and operator walking and searching times is to deliver parts in kits. In manufacturing systems, the practice of delivering components and subassemblies to the shop floor in predetermined quantities that are placed together in specific containers is generally known as “kitting”. Theory explains several benefits and limitations with kitting, however most of the theory is found from project in parallelized assembly systems and assembly with small parts. It is therefore of great interest to investigate if these theories also apply to the situation at factory, with assembly lines with high end product variation. Since most assembly plants are turning to the theories of Lean production it is also of interest to see if kitting is applicable in Lean environments.
The purpose of this study is to analyze the business case and feasibility for Factory to implement a kitting process for delivery of material to lineside Point of Use (POU).
To fulfil the purpose a case study at the Weld area at Factory has been made. Within the case study a quantitative analysis in the form of a mathematical model has been performed. The results of the mathematical model have been analyzed in a qualitative way to form the final results and conclusions.
The study shows that kitting can be beneficial in high variation assembly lines. Kitting provides the opportunity to decrease lineside storage, lineside inventory value, lineside replenishments and operator walking times. However, kitting increases the number of part handlings, space for kitting and time for kitting. Kitting also provide opportunities of a more intangible nature such as the possibility of increasing shop floor control, end product quality and ease of educating new personnel. The results show that the benefits of a kitting process are very much dependent on the needs of the specific factory. Performing some kind of multi criteria decision making process before implementing a kitting process to find out these specific needs is therefore of importance. In this study an Analytical Hierarchy Process (AHP) was performed to find out the needs of Operations.
The results show no indication that kitting does not coincide with Lean theories. On the contrary kitting is a way to move waste from one of the most common bottlenecks, the assembly line. In order to not just move the problem, but to facilitate or eliminate it, it is of greatest importance to design the kitting process in an efficient way, both for the logistic and operation functions. Results on how Factory should design their kitting process, if implementing one, are given in this report.
The suggestion for Factory is to implement a kitting pilot at the Weld area to verify the results of this project. When doing this it is suggested that all parts that can be lifted by hand should be included in the kit
Most of the data in this document is masked.
INTRODUCTION
The purpose of this study is to analyse the business case and feasibility for fabrication shop, to implement a kitting process for delivery of material to lineside Point of Use (POU).
The goal of this study is to determine if Factory benefit from a kitting process.
If Yes:
To determine general rules of what type of parts that suits to be kitted, e.g. size, weight and value of parts.
To determine general rules of the kitting process design.
To give suggestions for implementation of a kitting process.
Problem statement
Part shortages
Operations has got some issues regarding their current materials feeding system. The biggest issue at the plant right now is getting parts to POU in time. Every week the main assembly line must be stopped due to part shortages. These part shortages occur for various reasons, e.g., poor material planning, supplier delays, poor response time when replenishing lineside and poor inventory control. Sometimes the part shortage is not highlighted until the part missing is to be assembled on the product. Sometimes the part shortage is known several days before the assembly line will have to be stopped, but the parts can’t be delivered in time because of the reasons mentioned above.
Poor Kanban-quantities
Another big issue with the lineside storage today is that it is poorly balanced; meaning one part might have two weeks‟ worth of inventory lineside while another might only have half a shift’s worth. The poorly balanced inventory leads to excessive storing, which according to Lean theory is waste.
Big lineside stores
Factories are today using the materials feeding system continuous supply for feeding a majority of parts lineside. This means parts have to be stored lineside, no matter if it goes into one machine a month or if it goes into every machine. This fact makes the lineside stores today very space consuming. Which does not coincide with the first S in the theory of 5S, Sort, where you want to remove unneeded items from the work environment. A big lineside inventory also creates long searching and walking time for the assembly operators, this is also considered non-value adding time by lean theories, which is something you want to get rid off. These walking and searching times also make it difficult to balance the assembly line since there is great variation in walking and searching times depending on the end product specifications.
Quality checks
Storing parts lineside forces quality control to be made when assembling the parts, meaning you might think you have a days worth of inventory of a certain part lineside, but when assembling some of the parts might be rejected due to poor quality. This scenario might lead to part shortages lineside since material planning thought these were parts to be used. Factory has a goal that parts quality should be checked by suppliers and by themselves earlier in the process, however quality rejects are not unusual lineside. Quality problems especially seem to occur with painted parts that have been poorly decanted into standard bins.
End quality, wrongly assembled parts
Another quality issue that occurs at Factory today is that parts end up being assembled on the wrong product. This seems to happen when there are part number changes, product changeover or when parts that are assembled very seldom needs to be assembled. Basically, this behavior occurs when operators has been working for so long that they think they know what parts goes on a machine without double checking it. These errors can be very costly since they might not be noticed until much later in the assembly process and the rework gets very time consuming.
Manually managed Kanban system
Responsible for the lineside replenishments is an expeditor; the expeditor’s task is to keep control of the lineside inventory levels. This is done by the expeditor physically checking the entire inventory in the morning and before the second shift starts, whenever there is a shortage or an empty kanban bin the expeditor scans the part with his barcode scanner. The scanning creates a pick order at the storage and material handlers replenish the parts. This system has its issues, first there is a lot of inventory for the expeditor to control which sometimes lead to him missing out on parts which creates part shortages. Second the inventory only gets checked twice a day and not continuously. This system creates a “fake” kanban system, where the organisation believes they have a two-bin kanban system, but in real life the empty bins does not create the picking orders in the stores, the expeditor does.
Not following standardised work
Another issue is that the operators at shop floor seem to find their own ways of doing their work, instead of following the standardised work. One example is that they tend to preassemble in batches. For instance, if there are two parts that first have to be attached to each other before being used on the line, the shop floor worker collects all parts he needs on one shift at the same time. Because the process should not be done this way there are no space to store this extra material, it instead ends up under benches or tables spread around the line. The workers at the stations are doing this because they think it simplifies and makes their work more efficient. From their perspective it can surely be the case, but the problem is that they don’t see the whole system, in that sense they are sub optimising. The main problems with this issue are that it makes the shop floor messy and less visual and abuses the inventory system by adding an extra buffer. Further the information in the MRP-system becomes inaccurate, because the system shows there is a shortage but in real life there may be a shift’s worth of inventory lying under a table.
Decanting of parts
Because of the fact that the suppliers don’t deliver parts in the right kanban quantities and in bins fitting the lineside stores; much of the incoming material has to be decanted into the standardized bins already existing in the factory. As described earlier the decanting is mainly done upon arrival to the receiving dock. To handle material does not only take time and cost money, but also adds a quality risk because every time a part is handled there is a possibility to damage it.
The review then moves on to describe the area of investigation starting with the BHL production to end up in the Welding, which is the area in particular on which the case study has been performed. Finally, some acknowledged issues that currently exist at Factory are described.

METHODOLOGY
All parts going into assembly are divided into four different business processes, known as BP1-BP4. Business processes were introduced in 1998 to improve the material flow, create space to consolidate production, drive to pull trigger deliveries and to improve inventory turns. With the great amount of ingoing parts the business processes has given an opportunity to divide parts with similar properties to simplify the decision making process. In this study only parts belonging to BP2 and BP3 will be investigated. This is since theory explains that cheap and small parts such as nuts and bolts, BP4, are usually not considered for kitting. BP1 parts are not investigated since they generally are too big to be kitted. The nature of each business process is explained in table 5-1.Table 5-1, Description of business processes.
|
BP 1 |
BP 2 |
BP 3 |
BP 4 |
|
|
Value |
High |
High / Medium |
Medium / Low |
Low |
|
Delivered from Supplier |
Sequenced Pull |
Pull |
Push MRP |
Third party VMI |
|
Delivered internal |
Sequenced from trailer / paint |
Kanban |
Kanban |
Kanban |
|
Line Location |
Single location for commodity |
Minimum 2 locations/part no |
Minimum 2 locations/part no |
Minimum 2 Box System |
|
Line Location capacity |
1 shift including trailers |
Minimum 1 shift / location |
Minimum 1 shift / location |
Minimum 1 shift / location |
|
Example BHL |
Frame, Boom |
Hydraulic hoses |
Light fabrications |
Bolts, Nuts |
Flow Paths
The flow paths, known as FP1-9, describe the internal logistics flow for parts and are explained in figure. At the moment seven out of the nine flow paths are in use.
Materials feeding
Materials feeding mainly concern what principle to use for feeding material to a workstation or an assembly line. As stated in the theory chapter several principles of materials feeding can exist simultaneously. This is also the case at Factory where three out of the four materials feeding principles are in use, namely continuous supply, sequential supply and kitting.
Below is a brief description of how the principles are

Continuous supply
The majority of BP2-BP4-parts used at Factory are being delivered lineside using continuous supply. As described in the theory chapter this means the parts are sorted by part number and all part numbers needed for producing every occurring product over a long period are available at the POU at every time. For these parts a two-bin kanban system is used to keep control of the inventory levels.
BP2-BP3
Specially assigned expeditors are inspecting the lineside stores twice a day, wherever there is an empty bin it means a part has to be replenished. Using a handheld terminal the expeditor scans the barcodes of the empty bins, which produces a picking order to the material handler saying that the part has to be replenished. The replenishment of parts is made by personnel from the logistics

department mainly using forklift trucks to transport the bins. In below a picture of a lineside store is shown.
Picture 5.3, Stores situated lineside with two-bin kanban system.
BP4
For BP4-parts Factory is using a sort of vendor-managed inventory (VMI). A third party logistics company are managing all inventories of BP4 parts, meaning it is on their responsibility to replenish the parts in the right time in

right quantities. BP4-parts, e.g. bolts and nuts, are normally packed in small cardboard boxes that are stored in specially designed storage racks, shown in Picture 5.4 below.
Picture 5.4, Storage rack for BP4-parts.
Sequential Supply
Sequential supply refers to the case when part numbers needed for a specific number of assembly objects are displayed at the assembly stations, sorted by object. This principle is used on a majority of the BP1-parts and subassemblies for feeding them lineside. This means the parts are delivered, and stored in the same order they are going to be used. The parts in this Category are in general placed on different types of stillages, specially designed to carry one unit of the corresponding part. The stillages are transported lineside either by trailer trains or forklift trucks and placed on roller beds, shown in Picture 5.5 below.
Picture 5.5, Frames (BP1) waiting on roller bed lineside. Kitting. Factory introduced kitting of some of the hydraulic hoses that goes onto the BHLs. This part type comes in a great amount of variants that made the lineside stores very big when supplying them continuously. A kitting area has been set up where a kitting-operator on one shift assembles all kits needed for one days production (two shifts). The hoses are attached to specially designed kit containers, shown in Picture 5.6 below. The kitting area is situated near its corresponding

workstations enabling the wheel provided containers to be manually moved. The change to kitting the hoses is seen as successful, saving much lineside space with a relatively small effort. In this specific area kitting was almost the only materials feeding solution, it will therefore not be investigated further in this Project.
Modeling and Simulation
Ground a model in MS Excel is built. The model made by Bozer and McGinnis was built for general purposes; however some variables and outputs did not fit into the current situation at JD. The result of their model aimed to point out the general differences between lineside stocking and kitting, not pointing out what types of parts could benefit the most from a kitting process. The result of the model is a way to quantify the output of a kitting process and to narrow down the number of scenarios onto which a more qualitative investigation should take place.
Secondary data has mainly been retrieved from JD‟s MRP system Glovia. The data being used is the most up-to-date that is available, all coming from this year.
A proposed layout of how the line could be designed when it is moving closer to the mainline has also been used to extract input data. This layout was made by an external consultant and represents a good picture of how the Welding probably will look like when it’s moved.
Mathematical model explanation
Indexes in the model are:
p = Part number for part p, retrieved from MRP-system Glovia.
s = 1,2,3,4,5 for workstation numbers at the Welding.
k = Kit number, i.e., the specific kit if using more than one type of kit.
c = Case number, Welding = 1
Output of the model
The outputs of the model are a way to compare different scenarios with the help of some key factors. The scenarios are different degrees of kitting, at one end there is no parts kitted and on the other end all parts are kitted. Between these two extremes the user of the model can decide scenarios that seems interesting, e.g., to kit low usage parts or to kit the most expensive parts.
The outputs of the model are:
Lineside replenishments per day.
How many times a part or kit container needs to be replenished lineside per day. Unit; number of replenishments.
Storage replenishments per day.
How many times a part or kit container needs to be replenished in the (main) store per day. Unit; number of replenishments.
Lineside storage space.
The area the parts occupy lineside. Unit; square metres.
Assembly operator walking time per day.
The time an operator has to walk to collect the parts from the lineside store or from a kit and the time for the operator to walk back to assemble the part. Unit; minutes
- Kitting time per day.
The time it takes in the kitting area to make the kits. Unit; minutes.
- Physical part handling per day.
The number of times a part physically has to be lifted and moved to a new location. Unit; number of part handlings.
- Lineside inventory value.
Value of inventory of the parts stored lineside or in a kit not yet assembled to the end product. Unit; GBP.
- Kitting space.
The area the parts occupy in the kitting area. Unit; square metres.
Assumptions and weaknesses in the model
The model as such is aimed to quantify the outputs of a kitting process; however just as most mathematical models it is merely a simplification of reality. In this section assumptions and some weaknesses in the model acknowledged by Project team will be presented.
The model does not take into account the aisle space needed both in lineside stores and a kitting area. When looking at a typical storage area, aisles for transportation consume the majority of the floor space. The model only calculates the space the parts consume on the floor, however there is a space demand to be able to pick and replenish parts as well. Put in the context of the model it means that a reduction of 10m2 lineside storage space might in real life also reduce 30m2 of aisle space. This example also goes for space in the kitting area, where the total kitting area is much bigger than the actual storage space in the kitting area, which is calculated in the model. The aisle space is not calculated in the model since it varies much with the actual layout of the storage areas.
When calculating the lineside inventory value; the model assumes that there is no kit buffer, meaning every kit is delivered lineside in a “perfect” JIT system. However one can assume that in real life there would be a kit buffer of some size, increasing lineside inventory value with the value of this buffer. This would also affect the lineside storage space since this buffer needs to be somewhere, preferably next to the assembly line. The lineside inventory value for parts stored in the two-bin kanban system is also calculated as in a “perfect” system. Meaning a kanban bin is replenished the moment the last part in the last bin is consumed, however this is not the case in reality, making the average inventory one kanban bin quantity. To conclude; the lineside inventory value is calculated to low both for parts stored lineside and parts stored in kits, whether it is calculated equally low for the two materials feeding system is not known by Project team.
The number of storage replenishments is calculated the same way for both kitted and not kitted parts. To calculate this way demands the assumption that the storage area and the kitting area is the same area, otherwise kitting area replenishments would be necessary and that is not calculated in the model.
The model does not take part size and weight into account. In real life some parts can be picked together due to their relatively small size and weight whereas other parts can only be picked one by one. In the model all parts are picked one by one with no regards to their size. This would affect both operator walking time and kitting time, which could be shorter. If it affects one or the other in different ways is not known by Project team.
Results and analysis
In this chapter the results are described and analyzed both in a quantitative and in a qualitative way. This chapter is intended to form the foundations of the conclusions made in the next chapter.
Results of the model
In accordance to the goals with this Project some scenarios were tested in the model. To understand the scenarios some explanations has to be made:
Only BP2 and BP3 parts were investigated, i.e., “All parts kitted” means all BP2 and BP3 parts within the area of investigation was kitted in the model.
“Hand weight parts” means parts that according to Factory safety rules can be lifted by hand; generally the standard weight of these parts is maximum 15kg. However this maximum weight can vary depending on how the parts are presented to the operator, a lift from the floor is considered heavier than a lift from waist height.
“Standard parts” are parts that go onto every engine without any variation. “Mandatory parts” are parts that go onto every machine but there are variations in the parts. For example a gearbox is a mandatory part since it has to go on every engine, but there are different kinds of gearboxes.
“Selectable parts” are parts that can be selected to go on to the engine, but it might just as well not go onto the engine. For example an AC-compressor is a selectable part since it goes on the engine if the customer has ordered an AC, but if the customer has not ordered an AC it does not go onto the engine at all.
Two scenarios tested are involving the value of the parts, the value limit chosen was
₹1000; this value was chosen since there was a significant gap at ₹1000. The closest to
₹1000 was worth ₹102, but the next part in terms of value was worth ₹48.
- The scenario “No parts kitted” means all parts are stored lineside, i.e., the way Factory are delivering parts lineside today.
- In the area of the Welding only parts with FP4, FP7 and FP9 existed, hence only these FPs were investigated in the scenarios.
The scenarios investigated in the model are:
- All parts kitted.
- All mandatory parts kitted.
- All mandatory and electable parts kitted. All selectable parts kitted.
- All hand weight parts kitted.
- All hand weight mandatory and selectable parts kitted. All hand weight mandatory parts kitted.
- All hand weight selectable parts kitted. All standard parts kitted.
- All parts with value less than ₹1000 kitted. All parts with value more than ₹1000 kitted. All hand weight BP3 parts kitted.
- All hand weight BP2 parts kitted.
- All hand weight parts with FP7 kitted. All hand weight parts with FP4 kitted. All hand weight parts with FP9 kitted.
- All hand weight parts with FP9+7 kitted. All hand weight parts with FP9+4 kitted. All hand weight parts with FP7+4 kitted. All non-hand weight parts kitted.
- No parts kitted
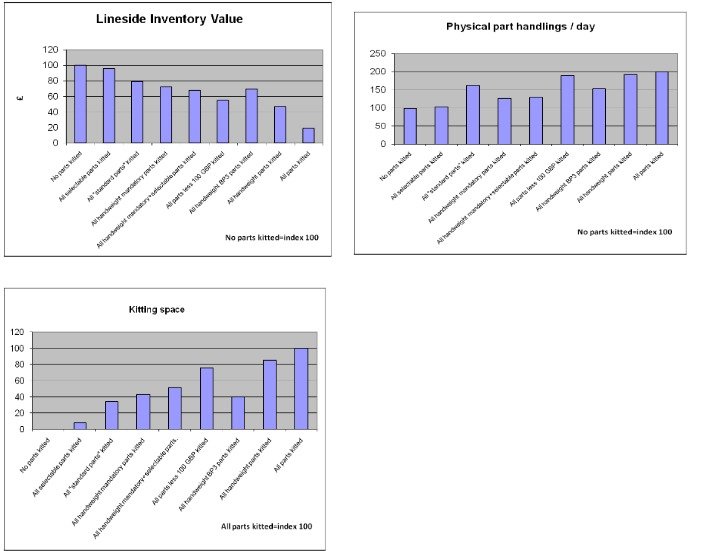
In order to show the results of the model in a visual way, charts for every output was made. In Picture 7.1-7.7 these charts are shown with the scenarios in which the most interesting and significant results were found when running the model. All values are normalized only showing the relative numbers between the different scenarios. Picture 7.1, Number of lineside replenishments per day.

Picture 7.2, Number of stores replenishments per day.

Picture 7.3, Lineside inventory space, in square metres.
- Picture 7.4, Operator walking time and Kitting time per day, both in minutes.
- Picture 7.5, Lineside inventory value, in GBP (₹).
- Picture 7.6, Number of physical part handlings per day.
- Picture 7.7, Required kitting space.
As shown in Picture 7.1-7.7, kitting affects some of the criteria in a positive way (decreasing them), while it affects some in a negative way (increasing them).
Lineside inventory space (Picture 7.3), lineside inventory value (Picture 7.5) and operator walking time (Picture 7.4) are all decreasing with a higher degree of kitting, which act in accordance to benefits of kitting number 1,2 and 8 in the theory chapter (paragraph 3.3.1).
Physical part handling (Picture 7.6), kitting time (Picture 7.4) and kitting space (Picture 7.7) all increases with a higher degree of kitting, which act in accordance to limitations of kitting number 1 and 2 in the theory chapter (paragraph 3.3.2).Storage replenishments (Picture 7.2) are not affected by the degree of kitting, this is because kitting does not affect the number of parts that is needed for production.
Lineside replenishments (Picture 7.1) increase with a low degree of kitting, but decreases with a high degree of kitting. This behaviour occurs since kits with very few parts creates a lot of transportations lineside in replenishing the kits, but if there are many parts in one kit you do not have to replenish as often per part. In theory it is explained that kitting reduces material delivery to the workstations (benefit of kitting number 5, paragraph 3.3.1), however the model shows that this is only true when having a relatively high number of parts per kit.
When adding the operator walking time and the kitting time, the sum shows a small increase in total time when kitting (Picture 7.4). However Project team believe the accuracy in the assumptions of kitting time (appendix D) is not high enough to prove a small increase like this.
|
Scale |
Meaning |
|
1 |
Equal |
|
3 |
Moderate |
|
5 |
Strong |
|
7 |
Very strong |
|
9 |
Extreme |
|
Original matrix |
Lineside replenishments/ day |
Reqd. kitting space |
Lineside space |
Walking time / day |
Lineside inventory value |
Physical part handling / day |
Kitting time/day |
|
|
Lineside replenishments/day |
1.00 |
5.00 |
0.20 |
0.14 |
0.33 |
0.20 |
5.00 |
|
|
Reqd. kitting space |
0.20 |
1.00 |
0.14 |
0.20 |
1.00 |
0.33 |
5.00 |
|
|
Lineside space |
5.00 |
7.00 |
1.00 |
0.20 |
5.00 |
0.33 |
5.00 |
|
|
Walking time / day |
7.00 |
5.00 |
5.00 |
1.00 |
7.00 |
1.00 |
5.00 |
|
|
Lineside inventory value |
3.00 |
1.00 |
0.20 |
0.14 |
1.00 |
0.20 |
0.33 |
|
|
Physical part handling / day |
5.00 |
3.00 |
3.00 |
1.00 |
5.00 |
1.00 |
3.00 |
|
|
Kitting time/day |
0.20 |
0.20 |
0.20 |
0.20 |
3.00 |
0.33 |
1.00 |
|
Matrix square 2 |
||||||||||
|
Physical |
||||||||||
|
Lineside |
Lineside |
part |
||||||||
|
replenishments/ day |
Reqd. kitting space |
Lineside space |
Walking time / day |
inventory value |
handling / day |
Kitting time/day |
Sum |
Eigenvector |
||
|
Lineside replenishments/day |
1360.9 |
1606.2 |
374.4 |
176.5 |
1493.1 |
245.5 |
2052.2 |
7308.7 |
0.0840 |
|
|
Stores replenishments/day |
870.4 |
1204.1 |
247.1 |
122.3 |
1017.2 |
173.0 |
1626.5 |
5260.6 |
0.0605 |
|
|
Lineside space |
2783.0 |
3232.2 |
816.2 |
407.5 |
3592.6 |
577.2 |
4598.3 |
16006.9 |
0.1840 |
|
|
Walking time / day |
4658.3 |
5746.6 |
1413.0 |
736.9 |
6539.1 |
1057.1 |
8668.3 |
28819.3 |
0.3312 |
|
|
Lineside inventory value |
840.4 |
919.6 |
252.6 |
128.5 |
1167.4 |
183.1 |
1366.8 |
4858.4 |
0.0558 |
|
|
Physical part handling / day |
3301.8 |
4119.8 |
1000.0 |
524.0 |
4646.5 |
752.9 |
6238.1 |
20583.1 |
0.2365 |
|
|
Kitting time/day |
606.3 |
865.8 |
189.0 |
102.8 |
898.8 |
149.7 |
1366.0 |
4178.6 |
0.0480 |
|
|
Total |
87015.5 |
1.0000 |
||||||||
|
Matrix square 1 |
||||||||||
|
Physical |
||||||||||
|
Lineside |
Lineside |
part |
||||||||
|
replenishments/ day |
Reqd. kitting space |
Lineside space |
Walking time / day |
inventory value |
handling / day |
Kitting time/day |
Sum |
Eigenvector |
||
|
Lineside replenishments/day |
7.0 |
14.0 |
3.5 |
2.6 |
23.7 |
4.0 |
37.4 |
92.2 |
0.0858 |
|
|
Stores replenishments/day |
8.2 |
7.0 |
3.5 |
1.9 |
20.8 |
2.8 |
14.0 |
58.4 |
0.0543 |
|
|
Lineside space |
30.5 |
47.0 |
7.0 |
4.6 |
36.7 |
6.9 |
73.7 |
206.3 |
0.1919 |
|
|
Walking time / day |
67.0 |
91.0 |
17.5 |
7.0 |
66.3 |
9.8 |
100.3 |
359.0 |
0.3338 |
|
|
Lineside inventory value |
9.3 |
19.8 |
2.5 |
1.2 |
7.0 |
1.7 |
23.0 |
64.4 |
0.0599 |
|
|
Physical part handling / day |
48.2 |
62.6 |
14.0 |
5.2 |
45.7 |
7.0 |
67.7 |
250.4 |
0.2329 |
|
|
Kitting time/day |
13.5 |
7.8 |
3.1 |
1.3 |
10.3 |
1.6 |
7.0 |
44.6 |
0.0415 |
|
|
Total |
1075.3 |
1.0000 |
||||||||
|
Matrix square 3 |
replenishments/day |
Reqd. kitting space |
Lineside space |
Walking time / day |
Line side inventory value |
Physical Part handling /day |
Kitting time/day |
Sum |
Eigenvector |
|
Lineside replenishments/day |
8423829.1 |
10505673.4 |
2471845.2 |
1250804.6 |
10893389.1 |
1780093.1 |
15032429.5 |
50358064.0 |
0.0843 |
|
Stores replenishments/day |
5901885.8 |
7405497.0 |
1735133.6 |
880266.9 |
7664784.0 |
1253832.3 |
10631897.6 |
35473297.1 |
0.0594 |
|
Lineside space |
18483028.8 |
23004602.5 |
5436136.3 |
2756306.7 |
24048734.9 |
3924958.1 |
33045645.9 |
110699413. |
0.1853 |
|
Walking time / day |
32947681.6 |
41077309.1 |
9705518.5 |
4929409.1 |
43032789.0 |
7023214.5 |
59164602.6 |
197880524. |
0.3312 |
|
Lineside inventory value |
5660049.2 |
7023417.8 |
1665896.8 |
844948.8 |
7380190.9 |
1203278.2 |
10100752.6 |
33878534.3 |
0.0567 |
|
Physical part handling /day |
23476218.3 |
29283490.9 |
6916252.5 |
3513341.7 |
30669493.1 |
5005949.9 |
42186193.3 |
141050939. |
0.2361 |
|
Kitting time/day |
4661667.7 |
5844361.8 |
1375419.0 |
700114.0 |
6110211.7 |
998229.1 |
8441462.2 |
28131465.6 |
0.0471 |
|
Total |
597472238. |
1.0000 |
|||||||
Final result of the AHP, in decreasing order of importance.
|
Criterion |
Normalised weight |
|
Operator walking time |
0.3312 |
|
Physical part handling |
0.2361 |
|
Lineside storage space |
0.1853 |
|
Lineside replenishments |
0.0843 |
|
Required kitting space |
0.0593 |
|
Lineside inventory value |
0.0567 |
|
Kitting time |
0.0471 |

CONCLUSION
The results also show that one should be very cautious in kitting parts with quality issues. If a part arriving in a kit has a quality defect and has to be scrapped; the process of getting a new part to the assembly line takes more effort than if there would be lineside stores of this particular part. However these quality defects should be highlighted during quality checks when making the kits. Parts that might get quality defects during or because of assembly actions are extra sensitive, hence these parts should not be kitted.
The results show that if implementing a kitting process; Factory should use the following methods:
Kitting in a central kitting area, preferably this area is integrated with the stores creating one stock-keeping unit.
As far as possible using travelling kits instead of stationary kits, the limitation is the size and weight of the kit; kits need to be movable.
When making the kits Factory should use specific picking operators, these picking operators should belong to the logistics department.
When designing how to make the kits Factory needs to consider how big their kitting process is going to be. If implementing a big kitting system (lots of parts kitted in several different kits on several of the assembly lines) Factory should consider investing in new labour and technology. If just implementing kitting in the most critical areas, investments can be lower and systems simpler.
Factory needs to consider how to integrate the information flow in a kitting process with the existing information flow at the factory site.
When designing the kit containers it is important that the assembly operator and the picking operator know what part goes where.
To implement a kitting process, the suggestion for Factory is to start a kitting pilot at the Welding. This suggestion comes from the fact that the Welding area is inevitably moving, and therefore the investment of testing kitting on this area is relatively low. The suggestion to make a pilot before implementing in full scale is a way to verify the results of this study and to see if Factory organizationally has the capability of implementing a kitting process.
REFERENCES
- Agervald O. (1980). Principer för Utformining av Monteringssystem. Stockholm: Mekanforbundet.
- Bozer Y.A. & McGinnis L.F. (1992). Kitting versus line stocking: A conceptual framework and a descriptive model. International Journal of Production Economics 28, pp. 1-19.
- Brynzer H. (1995). Evaluation of kitting systems- ImpliJDions for kitting system design (Licentiate Project). Gothenburg: Department of Transportation and Logistics, Chalmers University of Technology.
- Brynzer H., & Johansson M.I. (1995). Design and performance of kitting and order picking systems. International Journal of Production Economics 41, pp. 115-125.
- Chan F.T.S., Chan H.K., Ip R.W.L., & Lau H.C.W. (2006). An AHP approach in benchmarking logistics performance of the postal industry. Benchmarking, an International Journal 13(6), pp. 636-661
- Chanesky W.S. (2002) Identifying the “wastes” in your operation. Modern Machine Shop 74(9), p 54.
- (Reference-3)



{kind=link}