

Gaddam Srinivas Reddy
Lead Quality Engineer – Supplier Quality
Fluor Corporation Ltd
ABSTRACT:
Proper design and fabrication & inspection practices play a vital role in achieving good quality and performance of limpet coil jacket for reactors. Non-adherence to correct design and execution practices may lead to failure during start up or normal operation that result in unplanned shutdowns and costly repairs. To attend such repairs requires skilled work force to fix the problem in the erected position of high elevation
or may require shifting the vessel to supplier location from site for replacement of limpet coil depends on the criticality and extent of damages /repairs. Jacketed vessels or Reactors is utilized for mixing reactants. Out of which, Limpet coil reactors are mainly
utilized in bulk drugs, fertilizers, pesticides, dyes, petroleum, refineries, petrochemical plants, natural gas processing refrigeration, Power plants, space heating, chemical, food & beverage allied and cosmetic industries. As far as the component is concern, jacket is a cavity external to the vessel that permits the uniform exchange of heat between the fluid circulating in it and the walls of the vessel. Jacket / limpet coil maintains the essentially required state of matter of that process fluid of pressure reactor/vessel. There are several types of jackets, depending on the design. Limpet coil reactor vessels are used to control the temperature of the reactants with the help of heating or cooling media circulated through coils surrounding the main vessel. A limpet coil, which is part of a limpet
coil reactor, is created by welding half a pipe around the outside of a pressure vessel. The temperature in the limpet coil helps control the temperature (hot or cold) of the element inside the pressure reactor. There are various types of jacketed vessels however in this paper Half Pipe Coil / Limpet Coil Reactors are primarily being taken into consideration. This paper details the causes for failure of limpet coil reactors and precautions to be taken at various stages such as design, fabrication, welding, testing and inspection of limpet coils. This paper explains briefly about the purpose and application of Half pipe coil/ limpet coil jackets.
Key words: Limpet Coil Reactor, Limpet coil, Half pipe coil.
INTRODUCTION:
A jacketed vessel or reactor is a container that is designed for controlling temperature of its process fluid, by using a cooling or heating “jacket” around the vessel through which a cold or hot fluid is circulated. In case of jacketed piping term applied are Inner pipe (Core) and outer pipe (Case). “Core” carries process media while cooling/heating media (Steam/Hot-cold water) flows in “Case”. In order to maintain higher temperature in vessel, heat tracing is applied to components.
TYPES OF JACKETS
Depending on the design and services, Jackets are classified as:
a. Conventional Jackets:
A second shell is installed over a portion of the vessel, creating an annular space within which cooling or heating medium flows. A simple conventional jacket, with no internal components, is generally very inefficient for heat transfer because the flow media has an extremely low velocity resulting in a low heat transfer coefficient.
b. Dimple Jackets:
A thin external shell is affixed to the vessel shell with spot welds located in a regular pattern, often about 50 mm on center both horizontally and vertically. These so-called dimples impart turbulence to the heating or cooling media as it flows through the jacket.
c. Plate Coils:
Often very similar to dimple jackets but fabricated separately as fully contained jackets that are then strapped to a vessel. They are slightly less efficient than dimple jackets because there is a double layer of metal for the heat to traverse (the plate coil inside surface and the vessel shell). They also require good bonding to the vessel jacket, to prevent an insulating gap between the plate coil and the vessel.
d. Half-Pipe Coil / Limpet Coil Jackets:
Pipes are split lengthwise, usually with an included angle of 180 degrees (split evenly down the middle) or 120 degrees, then wound around the vessel and welded in place. Limpet Coil Reactor Vessel consist of a Cylindrical vertical shell with standard tori spherical dish on both ends. A Limpet coil Jackets can be applied to the entire surface of a vessel or just a portion of it. Half Pipe coils or Limpet Coil jackets are primarily being used to enhance heat transfer area. Jackets can be divided into zones, to divide the flow of the heating or cooling medium. Material of construction for these reactors and limpet coils generally stainless steel (300 or 400 series) however, other materials may be selected depends on design & process requirements.
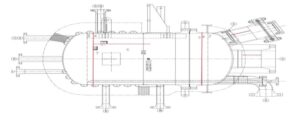
Figure 1 : Schematic view of Limpet coil Reactor
REASONS FOR FAILURE OF LIMPET COILS IN REACTORS:
The following are the major reasons for failure of limpet coil reactors during fabrication, testing and service of equipment.
a. Design of limpet coils:
In case diagonal corner type of design, process fluid may get stagnant at corners. Such joints may have chance to failure during the operation due to blockage of process liquid / heating / cooling media at corners and related localized corrosion. Also, there are challenges in fabrication & welding of proper diagonal corner joints. Skilled fabricator and welding operators are required to execute this kind of weld joints.
b. Fabrication & Welding of Limpet coils:
b1. Poor weld edge preparation of half pipe coils / limpet coil such as high root face, low root gap, less bevel angle and improper set-up of Limpet coils with shell & heads leads to Lack of root fusion (LoF) and lack of Penetration (LoP) of welds. Fig-2 illustrates example of such defects.

b2. Usage of flux coated electrode arc welding processes which cause poor root fusion & penetration. There is no inert gas purging for root welds.
b3. In case of inadequate purging or backing gas supply of SS welding, oxidation of root pass may occur.
b4. Improper welding position / technique and poor welding performance of welders always effects the limpet coil weld quality.
b5. All fabrication stages are not mandatorily witness points by QC and generally being skipped.
c. Testing of Limpet coils:
c1. Non-Destructive Testing (NDT) such as Visual & Dye Penetrant Test on root pass are not thoroughly conducted considering large volume and time taken.
c2. Use of Poor quality of water (High chloride contents) for testing of Limpet coils.
c3. Incomplete draining & drying of water after hydro test. Stagnant water for prolonged time post hydro test leads to Microbiologically Influenced Corrosion (MIC) in limpet coil welds.
d. Transportation & Storage:
d1. Improper drying before box up of the vessel / reactor and packing of the limpet coil reactor for
transportation from manufacturer to plant site.
d2. No Nitrogen purging or leakage of N2 gas during transit and storage of the limpet coils.
PRECAUTIONS REQUIRED DURING DESIGN, FABRICATION, WELDING & TESTING OF LIMPET COIL REACTORS:
In order to avoid failure of Half Pipe Coil / Limpet Coil, there are various aspects to be taken into consideration while design, fabrication, testing and storage of the equipment (but not limited to).
i) Should provide drain connections at the lowest point of the limpet coil assembly to avoid the liquid stagnation inside the coil during testing and service.
ii) 90° or 180° bends shall be used at turning positions of coils to avoid corner joints which causes failure in service.

Figure 3 : Joint configuration at turning positions of Limpet coil
iii) Limpet coil shall have proper weld edge preparation as mentioned in below Figure 4 with less root face & root gap (0.5 to 1 mm). Also, large bevel angles shall be maintained for good penetration and fusion during root run welding. Generally, such coils are of low thickness (Less than 8.0 mm) and so recommended weld edge as single V with bevel outside.

Figure 4 : Schematic Joint Design
iv) Flat welding position (1G position) shall be used to get good root penetration of limpet coil welding. Other positions may not get good root penetration and causes for failure during testing & service.
v) It is recommended to qualify the welders separately in addition to code requirement of ASME SEC. IX with the same design of limpet coils i.e. Mockup testing along with macro analysis to verify the performance of welder for penetration of root welds. Such welder qualification requirement may be specified either in contractual documents and to be discussed during pre-inspection meetings so that witness of such qualification can be done by all stakeholders other than equipment manufacturer.

Figure – 5, Mockup test for welding of Half Pipe / Limpet Coil
vi) Manual GTAW welding process shall be used for welding of root & subsequent weld passes of limpet coil welding for good root penetration and sound welding.
vii) Shall be provide insert gas purging for root & hot pass welding of SS limpet coil welding to avoid oxidation of root welds as MOC for these reactors and limpet coils mainly 300 series stainless steel.
viii) Avoid heat tints during welding by controlling the welding parameters as per WPS. Also recommended to carry out Pickling and Passivation as deemed necessary.
ix) Always recommended to do visual inspection of root penetration of limpet coil by borescope to verify the proper penetration & oxidation of root welds.
x) Should perform DPT test after the root run and final welding of Limpet coils.
xi) Should perform pneumatic test of limpet coil welds after root run welding to verify any leakages from root welds.
xii) Low PPM (recommended less than 50 ppm) shall be use for hydro test of limpet coil reactor in fabrication shop and site. Recommended to add corrosion inhibitor to water during hydro test.
xiii) After the hydro test of the limpet coils immediately draining and drying to be followed by passing hot air.
xiv) Nitrogen purging shall be done inside the limpet coils after hot dry air passing and dew point check. Nitrogen pressure shall be monitored during transportation and preservation time of the reactors to avoid corrosion during storage time.
CONCLUSION:
Failure of any equipment at installation or early in-service stage is very costly, time consuming and cumbersome for all the stakeholders. Though proper care is being taken during design stage of any equipment, one cannot be sure of qualitative product due to its complexity of fabrication, welding and testing. Similarly, for limpet coil reactors, all critical activities such as design, fabrication, welding, testing, storage and transportation required to be taken into consideration for successful project completion. While design takes care of proper geometry and installation of limpet coil on equipment, other activities such as qualitative fabrication, stage-by-stage inspection, testing, storage and transportation guarantees satisfactory performance of the equipment while in service. During design stage it is to be considered that water left in the limpet coil at low points and dead legs may create micro-environment that enables chlorides and MIC to cause corrosion related damage to limpet coil. Damage includes pitting, crevice and Stress Corrosion Cracking (SCC) in stainless steel. Also Microbiologically Influenced Corrosion (MIC) manifests as large sub surface cavities or tunnels near weld. Improper fabrication and testing may lead to failure of the joint at any location. Specific requirements as detailed in this paper may be incorporated in the Material Purchase Specifications during the bid stage and also can be incorporated in Inspection & Test Plan (ITP) to heads up the inspector during the fabrication stages of limpet coils to improve the quality and reduce risk of failures in service.



{kind=link}