


Dr. Santanu Das,
Professor and Head, Department of Mechanical Engineering,
Kalyani Govt. Engineering College, Kalyani, West Bengal

Mr. Samarendranath Acharya,
Research Scholar, Department of Mechanical Engineering,
Kalyani Govt. Engineering College, Kalyani, West Bengal
Lecturer, Department of Mechanical Engineering,
Regent Institute of Science and Technology, Barrackpore, Parganas.
Abstract
This paper presents a review on Activated Flux TIG welding, popularly known as A-TIG welding. Welding of thick material (above 2 or 3 mm thickness) by TIG welding has been a long concern in industry for years. Activating flux-assisted TIG is a well-established method for enhancing weld penetration. Different fluxes have been explored to increase depth of penetration of different grades of metals and their alloys during activating flux TIG welding. A-TIG welding is suitable for welding of similar or dissimilar metals. A significant increase in penetration of over 300% has been observed in a single pass A-TIG welding. Among many theories, mainly two theories are well recognized to explain the penetration capability of activating flux tungsten inert gas welding. One of them is Arc constriction effect and the other is reversal of Marangoni effect. A-TIG welding is suitable to impart more reliable weld, lower cost and higher productivity than conventional TIG welding. Improvement of surface quality, tensile strength, hardness, etc. were reported to have been observed during A-TIG welding compared to that of conventional TIG welding process.
Keywords: GTAW, TIG, A-TIG, Flux, Activating Flux, Penetration, Reverse Marangoni Effect, Microstructure, Mechanical Property.
- Introduction
Gas tungsten arc welding, or GTAW, or TIG welding, is a reliable and well known process since high quality welds are produced. It is used in those applications where accuracy is most important. In TIG welding, arc is created between the work piece to be welded and a non-consumable tungsten electrode under a shielding gas. Filler metal may or may not be used in this welding, and productivity is usually marginal (Khatter et al., 2014). An increase in productivity can be achieved by reducing the number of welding passes. It was reported that various welding methods such as A-TIG (activating flux TIG), FBTIG (flux bounded TIG), PCTIG (pulse current TIG), etc. were investigated for this purpose. Activated flux TIG (A-TIG, or ATIG) welding is found to achieve desired benefit in this respect (Saha and Das, 2018). Figure 1 indicates this benefit if A-TIG welding compared to that of TIG welding. The activated flux TIG welding process involves a method of increasing penetration capability of the arc in TIG welding. This is achieved through the application of a thin coating of activating flux material onto the faying surfaces prior to welding. During A-TIG welding, the necessity of edge preparation is eliminated. By employing A-TIG, it is usually possible to weld 8- 10 mm thick stainless steel plates. As activating flux, some oxides, chlorides, fluorides, etc. are used. As a solvent, acetone, ethanol or a similar one is used to produce slurry of these. All metallographic specimens are generally prepared by mechanical lapping, grinding and polishing by etching a solution containing CuCl2, CH3OH, HCl and similar ones (Surendhiran et al., 2017).

- Types of welding current used for A-TIG welding
There are commonly three types of welding current used in A-TIG welding, such as DCSP, DCRP and AC (Prakash Mohan, 2014) (Afolalu et al. 2019). These are discussed in the following.
DCSP (Direct Current Straight Polarity) or DCEN (Direct Current Electrode Negative): In it, tungsten electrode is connected to the negative terminal. This type of connection is the most widely used in the DC type welding current connections. With the tungsten being connected to the negative terminal it will only receive 30% of welding energy in terms of heat. This means tungsten will run a lot cooler than DCRP. The resulting weld will have good penetration and a narrow profile.
DCRP (Direct Current Reverse Polarity) or DCEP (Direct Current Electrode Positive): This polarity has tungsten electrode connected to positive terminal. This type of connection is used rarely in steels because most heat is on tungsten, thus tungsten can easily be overheated and burnt away or melted making balling effect quickly. DCRP produces a shallow, wide profile and is mainly used on light material at low amperage.
AC (Alternating Current): It is the preferred welding current for most white metals, eg. aluminum and magnesium. The heat input to the tungsten is averaged out as the AC wave passes from one side of the wave to the other giving favourable cleaning effect of the substrate.
There are two mechanisms that play important role in activating the effect of flux–
1) Marangoni Effect: It refers to the convection movement due to surface tension gradient on the metallic surface to be welded. The surface tension gradient acts negatively and as a result, the convection movements are centrifugal leading to shallow penetration. Addition of activated flux induces an inversion of convection current changing the sign of the surface tension gradient, resulting in convection gradient, and convection movements change to centripetal direction, and hence, the increase in penetration depth. This is known as reverse Marangoni effect (Xu et al., 2007). The Marangoni effect and its reversal can be seen clearly in Figure 2.

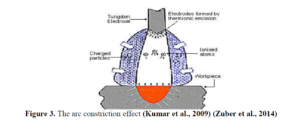
) Arc Constriction Effect: Arc constriction can also be the possible reason behind high penetration (Howse and Lucas, 2000). Figure 3 shows this effect. This may be described as follows.
- a) The flux acts as an insulating layer reducing current density at the outer radius of the arc column, and thus increases current density at the centre, increases magnetic force which leads to strong convective flow downwards in the weld pool and thus, significantly increasing weld depth.
- b) If flux powder has titanium dioxide, it also causes the formation of an anode spot on the surface of the joint which attracts the electrons from the cathode (Tungsten electrode) causing deeper penetration.
- c) Negative ion formation at the edge of the arc could increase current density at the centre of the anode and thus, increasing the weld depth. It increases production rate by three times as compared to manual TIG process, and it gives consistent quality and excellent bead appearance.
Among various methods, attentions were paid worldwide to A-TIG in recent years. Many investigations on the mechanism and application technology of the A-TIG process were made.
- Research works based on aluminium alloy
In this section, research works reported on A-TIG welding of aluminium alloys are discussed in brief.
Yong et al. (2007) carried out an experiment to show that the active multi-component flux AF 305 had remarkable effect on aluminum alloy 3003 and deep penetration could be achieved about 3 times that of conventional TIG welding. Huang et al. (2012) performed an experiment to show the effect of a new variant of A-TIG welding called FZ TIG welding on annealed aluminium alloy 3003 of 8 mm thickness. During this experiment, they used SiO2 as the side region coat material. FZ108 was developed by the authors as the central region coat material. Weld penetration reached above three times than that obtained out of conventional alternative current (AC) TIG welding. Effect of AC A-TIG welding on 5052 aluminium alloy was investigated by Zhou and Huang (2014). They performed an experiment to show the effect of single component flux such as TiO2, SiO2, Cr2O3, or V2O3 on 5052 aluminium alloy.

Balasubramanian et al. (2015) studied and compared mechanical properties of non-heat treatable aluminium alloy AA 5083 and heat treatable aluminium alloy AA7020 using TIG welding. Mechanical testing like tensile test, impact test, bend and hardness tests were critically analysed, properties were summarised and correlated with microstructure and SEM fractographs. Sivachidambaram and Balachandar (2015) investigated on few plates of dimension of 100mm x 100mm x 10 mm thick. These were stir-cast in a permanent metal mould using commercial grade Aluminium (99.8%). It was confirmed that the Al-SiC composite welded using PCATIG welding showed improved mechanical behaviour over other TIG welding variants such as CCTIG welding, ATIG welding and PCTIG welding. Li and Zou (2017) carried out an experiment using a uniform design method during DECAN A-TIG welding of 2219 aluminium alloy of specimen size 300mm x 100mmx 4mm. In this experiment, formation of active agent was designed among the four active agents (AlF3, LiF, KF-AlF3, and K2SiF6). DECAN A-TIG welding technology could effectively be used to avoid macro porosity and to increase weld penetration as well as welding voltage at the same time. DECAN A-TIG welding has the capability to improve the strength of the weldment compared to C-TIG welding. Figure 4 and 5 show the typical findings of them.

Hui and Jiasheng (2017) carried out an experiment to show that the effect of active agent Al F3– 75% LiF had remarkable effect on 2219 Al alloy in DCEN active flux TIG welding. Results showed that the active flux had been responsible to remove the welding surface oxide and welding pores to improve the quality of welding surface and to ensure good properties of 2219 Al alloy DCEN A-TIG welding. Surendhiran et al. (2017) reported the impact of tungsten inert gas welding and activated flux tungsten inert gas welding parameters on mechanical properties such as hardness, tensile strength, etc. and also showed an improved microstructure analysis of the welded joint of aluminium AA 5456. Ahmed and Arya (2018) carried out an experiment to show different qualitative structures of grain boundaries and mechanical properties such as hardness, etc. by using welding current as the varying parameter. Here, welding electrode of grade AA-4047 was used which had more content of silicon (11%-13%). Due to higher content of silicon, fluidity increased during welding operation.
- Research works based on magnesium alloy
In the following paragraphs, investigations done on A-TIG welding of magnesium alloys are briefly discussed.
Liu et al. (2006) reported the effect of the CdCl2 activating flux by A-TIG welding process using base metal AZ31B magnesium alloy. Liu et al. (2007) further experimented to improve mechanical properties of A- TIG welding bead by adding ceramic particles in the activating flux. TiO2 powder mixed with SiC particles were selected as the flux in A-TIG welding of magnesium alloy AZ31B when a flux of 60% TiO2+ 40% SiC was used. Zhang et al. (2007) showed the effect of single component fluxes (TiO2, Cr2O3 and SiO2) on AZ31B magnesium alloy substrate when A-TIG welding under alternating current (AC) mode was done. Their typical observations are depicted in Figure 6 and 7.

Liu et al. (2008) carried out an experiment on AZ31B magnesium alloy by taking AC TIG welding. They showed the effect of oxide fluxes such as MgO, CaO, etc. on AZ31B magnesium alloy welded joints. Li et al. (2012) showed the effects of mixed activating fluxes on surface grain boundaries, depth of penetration and microhardness properties during gas tungsten arc welding of AZ31 magnesium alloy welded joints. The specimen was 100mmx 50mmx 6mm plate. Experiments were performed without a flux and with the use of fluxes as 100% CaF2, 40% TiO2+60% CaF2, 50% TiO2+50% CaF2, 60% TiO2+40% CaF2, 70% TiO2+30% CaF2, 80% TiO2+20% CaF2 and 100% TiO2. Shen et al. (2013) showed the effects of SiC in the presence of TiO2 (less than 70 %) on AZ31 magnesium alloy plate of size 100x50x6mm. In another work, Shen et al. (2014) showed the effects of welding current on hardness, surface grain structure etc. on AZ 31 Mg alloy welded joint specimen with TiO2 coating. They took weld current as 110 A, 120 A, 130 A, 140 A and 150 A.
Zhou et al. (2017) performed an experiment to show the effect of shielding gas on TIG welded AZ 31 magnesium alloy weldment. The ordinary TIG/A-TIG welding seams exhibited smooth surface. Cr2O3 flux led to a great improvement in the Depth/Width ratio of the welded joint.
Song et al. (2018) revealed that an Mg/steel dissimilar metal hybrid welding structure had both strength requirements and light weight advantages and offers broad application prospects for the future. Therefore, scholars have been using different welding techniques to carry out systematic research. The key issues for Mg/steel dissimilar metal joints are the large difference in melting point, no Mg-Fe intermetallic components, and little mutual solid solubility in an Mg-Fe system. Fu et al. (2019) carried out the experiment expressing fluorine-free and fluorine coatings were successfully prepared by plasma electrolyte oxidation in a phosphate electrolyte on AZ31 magnesium alloys surfaces. The compositions, structures, corrosion behaviour and cytotoxicity of the coatings were studied. Guiqing et al. (2020) performed an experiment in order to find a method that can improve welding efficiency and mechanical properties of welded joints, the longitudinal alternating magnetic field and NiCl2 activated flux were used during TIG welding of AZ91 magnesium alloy.
- Research works based on stainless steel and dissimilar metals
Vilarinho et al. (2009) showed A-TIG welding process employing a developed flux to have improved depth of penetration and productivity for stainless steel tube materials and also applied on bead-on-plate welds for mild steel, ferritic stainless steel and aluminium. It was found that the consistency in quality, reduced need for edge preparation, reduced distortion and the improved productivity could make A-TIG welding process more attractive than the conventional TIG process in tube welding. Kuo et al. (2011) conducted an experiment to investigate the effect of CaO, Fe2O3, Cr2O3 and SiO2 fluxes on 6 mm thick dissimilar metals comprising of G 3131 mild steel and 316L stainless steel. Lin and Wu (2012) investigated on TIG welding with single component fluxes such as SiO2, NiO, MoS2 and MoO3 fluxes and mixed component fluxes such as 50% SiO2+ 50%MoO3, 50% SiO2+50% NiO produced a significant increase the penetration and depth to width ratio of Inconel 718 alloy welds. The FB-TIG (flux bounded TIG) process produced full penetration in 6.35 mm-thickness of Inconel 718 alloy plate with single pass weld. Vasantharaja and Vasudevam (2012) carried out an experiment on 10 mm thick LAFM steel plates. They performed bead-on-plate welding with and without flux during A-TIG welding. Ahmadi et al. (2013) showed the performance of A-TIG welding on 304L austenitic stainless steel plates. They used titanium oxide, sulphur dioxide as the flux material. Arivazhagan and Vasudevan (2013) carried out an experiment on A-TIG welding on grade 91 steel plates of size 220x110x10 mm. Patel and Patel (2014) made an attempt to investigate on austenitic type stainless steel with grade E321 and fluxes used had been SiO2 and TiO2 during activated flux TIG welding. Rucker et al. (2014) explored fluxes based on fluorides for titanium and oxides (mostly silica) for plain carbon steels, stainless steels and aluminium that were tested in A-TIG and FBTIG and mechanisms that contribute to enhanced weld penetrations were examined. Venkatesan et al. (2014) performed an experiment to show the increase of depth of penetration by using activated flux TIG welding. Three single component fluxes, namely SiO2, TiO2 and Cr2O3 were employed for welding of AISI 409 ferritic stainless steel. It was revealed that SiO2 flux yielded the maximum penetration and a good aspect ratio for all the range of current values used, whereas TiO2 flux was not effective at high current values as it showed a sharp decline in the aspect ratio then. They suggested a simple and economic flux mixture consisting of SiO2 and TiO2 to use for welding stainless steel plates up to 5 mm.
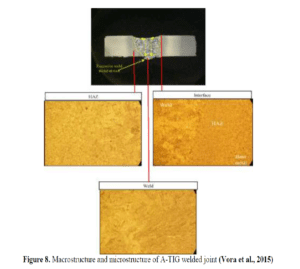
Zou et al. (2014) experimented on SUS329J4L duplex stainless steel with the shielding gases of different oxygen content levels. Zuber et al. (2014) investigated the effect of oxide flux on welding of austenitic stainless steel 304L plates having thickness 8 mm its effect on welding distortion, ferrite number, hardness value and depth of penetration. SiO2 was used as a flux in the form of powder mixed with the acetone and applied on bead plate without making a joint preparation and without addition of filler wire. Amkumar et al. (2015) investigated the weld ability of ferritic stainless steel, AISI 430 by TIG welding with and without fluxes. In the Activated flux TIG (A-TIG) welding process, two different fluxes SiO2 and Cr2O3 were used. The material chosen was AISI 430. Ramkumar et al. (2015) did a comprehensive study to address feasibility of joining AISI 904L super-austenitic stainless steel by SiO2 flux assisted gas tungsten arc welding. Vora et al. (2015) attempted to investigate the influence of different single component oxide fluxes in the activated gas tungsten arc welding. They chose the material as RAFM steel. Their typical results are shown in Figure 8.
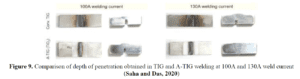
A number of investigations were done under the guidance of Das, S on ATIG welding. Roy et al. (2017) observed that full depth of penetration could be achieved by applying active flux TIG welding. They reported overall reduction in number of welding passes and thus increasing productivity. The authors chose AISI 316 stainless steel as work piece material. Optimum flux mixture of SiO2 and TiO2 was found out to guarantee large depth of penetration. Saha and Das (2018, 2019, 2020) carried out a series of experiments using AC as well as DCEN pulsed A-TIG welding using single flux component such as TiO2, Cr2O3 and Fe2O3 and also mixture of some fluxes for bead-on-plate welding as well as butt joining of austenitic stainless steel specimens. They reported Cr2O3 flux to be neither effective in enhancing penetration nor in reducing weld bead width; rather, it was observed to have decreased penetration that could be achieved by conventional TIG welding. However, TiO2 and Fe2O3 were reported to increase depth of penetration to a remarkable extent. Figure 9 shows (Saha and Das, 2020) the comparison of depth of penetration obtained in TIG and A-TIG welding at 100A and 130A weld current. It is clearly seen that at 130A weld current, A-TIG welding gives full penetration, when TIG welding gives less than half of this penetration.
Jadhav and Wasankar (2018) showed an experiment to optimise the effect of activating fluxes (SiO2+ZnO, ZnO) on 304L Stainless Steel. The optimum values for depth of penetration was observed at 150A of weld current, 15 lit/min of gas flow rate and a flux of SiO2+ZnO. Babbar et al. (2019) showed the effect of hybrid multi-component surfactant (flux) on SS 304 alloy and discussed in terms of depth of penetration, micro-hardness, tensile strength, and metallurgical traits. Vora et al. (2019) performed multi-response optimization by integrating response surface methodology to evaluate optimal conditions for A-TIG welding process. The base metal was taken as SA 516 Gr. 70. In the experiment, TiO2 was used as the flux material. Welding parameters for the bead-on-plate trials included weld current, travels speed, arc gap, etc. A-TIG welding was found successful in enhancing the penetration in carbon steel material to an extent of more than 8 mm.
- Conclusion
By evaluating the area where several research works were carried out on A-TIG welding in the past by considering several aspects of corrosion resistance properties, microstructure, similar and dissimilar metal welding and optimization of different welding processes using experimental and numerical approaches, productivity etc., A-TIG welding can be recommended for its adoption in industries.
References
Afolalu, S.A., Soetan, S.B., Ongbali, S.O., Abioye, A.A. and Oni, A.S. (2019). Impact of Activated Flux Tungsten Inert Gas (A-TIG) Welding on a Weld Joint of a Metal- Review, 1st international conference on sustainable Infrastructural development, IOP Conference Series: Materials Science and Engineering, Vol.640, No.012064
Ahmad, I. and Arya, S. (2018). To Study the Micro-Structural of Aluminium Alloy AA-6061 Welded Using TIG Welding Process at Different Welding Current, International Research Journal of Engineering and Technology, Vol.5, No.11, pp.395-403
Ahmadi, E., Ebrahimi, A.R. and Khosroshahi, R.A. (2013). Welding of 304L Stainless Steel with Activated Tungsten Inert Gas Process (A-TIG), International Journal of ISSI, Vol.10, No.1, pp. 27-33
Amkumar, K.D., Chandrasekhar, A., Singh, A.K., Ahuja, S., Agarwal, A., Arivazhagan, N. and Rabel, A.M. (2015). Comparative Studies on the Weldability, Microstructure and Tensile Properties of Autogeneous TIG Welded AISI 430 Ferritic Stainless Steel with and without Flux, Journal of Manufacturing Processes, Vol.20, pp.54–69
Arivazhagan, B. and Vasudevan, M. (2013). A Study of Microstructure and Mechanical Properties of Grade 91 Steel A-TIG Weld Joint, Journal of Materials Engineering and Performance, Vol. 22, No.12, pp.3708–3716
Babbar, A., Kumar, A., Jain, V. and Gupta, D. (2019). Enhancement of Activated Tungsten Inert Gas (A-TIG) Welding Using Multi-Component TiO2-SiO2-Al2O3 hybrid flux, Measurement, Vol.148, 106912/1-16
Balasubramanian, R.R., Vijaysarathi, P.S., Kannan, P.S. and Venkatamuni, T. (2015). Experimental Investigation of Microstructure and Mechanical Properties of TIG Welded Aluminium Alloys, Journal of Advance Research in Mechanical and Civil Engineering, Vol.2, No.3, pp.1-10
Berthier, A., Paillard, P., Carin, M., Valeris, F.and Pallerin, S. (2012) TIG and A-TIG Welding Experimental Investigations and comparison to Simulation Part-1: Identification of Marangoni Effect, Science and Technology of Welding and Joining, Vol. 17, No. 8, PP. 609-6014
Fu, L., Yang, Y., Zhang, L., Wu, Y., Liang, J. and Cao, B. (2019). Preparation and Characterization of Fluoride-Incorporated Plasma Electrolytic Oxidation Coatings on the AZ31 Magnesium Alloy, Coatings, Vol.9, No.12, 826/1-14
Guiqing, Z., Yinglei, R. and Yunhai, S. (2020). Research for Microstructure and Mechanical Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and Activated Flux, Materials Research Express, Vol.7, No.5, 056511/1-14
Howse, D.S. and Lucas, W. (2000) Investigation into Arc Constriction by Active Fluxes for Tungsten Inert Gas Welding, Science and Technology, Vol.5, No.3, pp.189-193
Huang, Y., Fan, D. and Shao, F. (2012). Alternative Current Flux Zoned Tungsten Inert Gas Welding Process for Aluminium Alloys, Science and Technology of Welding & Joining, Vol.17, No.2, pp.122-127
Hui, L. and Jiasheng, Z (2017). Study of 2219 Aluminium Alloy Using Direct Current A-TIG Welding, International Journal of Modern Physics B,Vol. 31,1744043/1-5
Jadhav, A. and Wasankar, K.S. (2018). Optimisation of Process Parameters of A-TIG Welding for Penetration and Hardness of SS 304 Stainless Steel Weld, International Research Journal of Engineering and Technology, Vol.5, No.10, pp.230-234
Khatter, A., Kumar, P. and Kumar, M. (2014). Optimisation of Process Parameters in TIG Welding Using Taguchi of Stainless Steel-304, IWRMET, Vol.4, No.1, pp.31-36
Kumar, V., Lucas, B., Metton, G., Raghunathan, S. and Vilarirho, L. (2009). Investigation of the A-TIG mechanism and the Productivity Benefits in TIG Welding, 15th International Conference on the Joining of Materials and 6th International Conference on Education in Welding (ICEW 6), Hcl Singer, Denmark, 3-6 May 2009
Kuo, C.H., Tseng, K.H. and Chou, C.P. (2011). Effect of Activated TIG Flux on Performance of Dissimilar Welds between Mild Steel and Stainless Steel, Key Engineering Materials, Vol.479, pp.74–80
Li, H. and Zou, J. (2017). Study of 2219 Aluminum Alloy Using Direct Current A-TIG Welding, International Journal of Modern Physics B, Vol.31, No.16-19, 1744043/1-5
Li, S.Z., Shen, J., Cao, Z.M., Wang, L.Z. and Xu, N. (2012). Effects of Mix Activated Fluxes Coating on Microstructures and Mechanical Properties of Tungsten Inert Gas Welded AZ31 Magnesium Alloy Joints. Science and Technology of Welding and Joining, Vol.17, No.6, pp.467-475
Lin, H.L. and Wu, T.M. (2012). Effects of Activating Flux on Weld Bead Geometry of Inconel 718 Alloy TIG Welds, Materials and Manufacturing Processes, Vol.27, No.12, pp.1457–1461
Liu, L. and Sun, H. (2008). Study of Flux Assisted TIG Welding of Magnesium Alloy with SiC Particles in Flux, Materials Research Innovations, Vol.12, No.1, pp.47-51
Liu, L., Zhang, Z., Song, G. and Shen, Y. (2006). Effect of Cadmium Chloride Flux in Active Flux TIG Welding of Magnesium Alloys, Materials Transactions, Vol.47, No.2, pp.446- 449
Liu, L.M., Zhang, Z.D., Song, G. and Wang, L. (2007). Mechanism and Microstructure of Oxide Fluxes for Gas Tungsten Arc Welding of Magnesium Alloy, Metallurgical and Materials Transactions A, Vol.38, No.3, pp.649–658
Mohan, P. (2014). Study of the Effects of Welding Parameters on TIG Welding of Aluminium Plate, A Thesis Submitted for Master of Technology (Production Engineering) to Department of Mechanical Engineering, National Institute of Technology, Rourkela
Patel, A.B. and Patel, S.P. (2014). The Effect of Activating Flux in Tig Welding, International Journal of Computational Engineering Research, Vol.4, No.1, pp.65-70
Ramkumar, K.D., Varma, J.L.N., Chaitanya, G., Logesh, S., Krishnan, M., Arivazhagan, N. and Shanmugam, N.S. (2015). Experimental Investigations on the SiO2 Flux-Assisted GTA Welding of Super-Austenitic Stainless Steels, The International Journal of Advanced Manufacturing Technology, Vol.93, No.1-4, pp.129–140
Roy, S., Samaddar, S., Uddin, N., Hoque, A., Mishra, S. and Das, S. (2017). Effect of Acting Flux on Penetration in A-TIG Welding of 316 Stainless Steel, Indian Welding Journal, Vol.50, No.4, pp.1047-1053
Rucker, G., Perry, N., Sire, S. and Marya, S. (2014). Enhanced Weld Penetrations in GTA Welding with Activating Fluxes- Case studies: Plain Carbon & Stainless Steels, Titanium and Aluminum, Science Arts & Métiers (SAM), 6 pages
Saha, S. and Das, S. (2018). Investigation on the Effect of Activating Flux on Tungsten Inert Gas Welding of Austenitic Stainless Steel Using AC Polarity, Indian Welding Journal, Vol.51, No.2, pp.84-92
Saha, S. and Das, S. (2019). Application of Activated Tungsten Inert Gas (A-TIG) Welding towards Improved Weld Bead Morphology in Stainless Steel Specimens, Annual Technical Volume of Production Division Board of The Institution of Engineers (India), Vol.IV, pp.13-23
Saha, S. and Das, S. (2020). Effect of Polarity and Oxide Fluxes on Weld Bead Geometry in Activated Tungsten Inert Gas (A-TIG) welding, Journal of Welding and Joining, Vol.38, No.4, pp.380-388
Shen, J., Li, S., Zhai, D., Wen, L., Liu, K. and Dai, Y. (2013). Effects of SiC on the Strengthening Activated Tungsten Inert Gas (SA-TIG) Welded of Magnesium Alloy, Materials and Manufacturing Processes, Vol.28, No.11, pp.1240–1247
Shen, J., Zha I.D., Liu, K. and Cao, Z. (2014). Effects of Welding Current on Properties of A-TIG Welded AZ31 Magnesium Alloy Joints with TiO2 Coating, Transactions of Nonferrous Metals Society of China, Vol.24, No.8, pp.2507–2515
Sivachidambaram, P. and Balachandar, K. (2015). Studies the Influence of Pulsed Current and Activated Flux with TIG Welding on the Microstructure and Mechanical Properties of Stir casted Al-SiC Composite, Indian Journal of Science and Technology, Vol. 8, No.27, 6 pages.
Song, G., Li, T., Yu, J. and Liu, L. (2018). A Review of Bonding Immiscible Mg/Steel Dissimilar Metals, Materials (Basel), Vol.11, No.12, pp.2515/1-25
Surendhiran, S., Manoj Kumar, K. and Jayendran, M. (2017). Review on TIG Welding and A-TIG Welding on Aluminium Alloys, International Research Journal of Engineering and Technology, Vol.4, No.10, pp.913-916
Vasantharaja, P. and Vasudevan, M. (2012). Studies on A-TIG Welding of Low Activation Ferritic/Martensitic (LAFM) Steel, Journal of Nuclear Materials, Vol.421, No.1-3, pp.117-123.
Venkatesan, G., George, J., Sownyasri, M. and Muthupandi, V. (2014). Effect of ternary fluxes on depth of penetration in A-TIG welding of AISI 409 Ferritic stainless steel, Procedia Materials Science, Vol.5, pp.2402-2410
Vilarinho, L.O., Federal, L., Kumar, V., Lucas, B. and Raghunathan, S. (2009). Successful High-Productivity Welding with A-TIG Process, Proceedings of COBEM 2009, 20th International Congress of Mechanical Engineering, November 15-20, 2009, Gramado, RS, Brazil.
Vora, J., Abhishek, K. and Srinivasan, S. (2019). Attaining Optimized A-TIG Welding Parameters for Carbon Steel by Advanced Parameter less Optimization Technique with Experimental Validation, Journal of the Brazilian Society of Mechanical Science and Engineering, Vol.41, No.6, pp.621/1-19
Vora, J.J. and Badheka, V.J. (2015). Experimental Investigation on Mechanism and Weld Morphology of Activated TIG Welded Bead-on-Plate Weldments of Reduced Activation Ferritic/Martensitic Steel Using Oxide Fluxes, Journal of Manufacturing Processes, Vol.20, pp.224-233
Xu, Y.L., Dong, Z.B.. Wei, Y.H. and Yang, C.L. (2007). Marangoni Convection and Weld Shape Variation in A- TIG Welding Process, Theoretical and Applied Fracture Mechanics, Vol. 48, pp.178-186
Yong, F., Ding, F. and Qinghua, F. (2007). Study of Mechanism of Activating Flux Increasing Weld Penetration of AC A-TIG Welding for Aluminum Alloy, Frontiers of Mechanical Engineering in China, Vol.2, No.4, pp.442-447
Zhang, Z., Liu, L., Sun, H. and Wang, L. (2007). AC TIG Welding with Single-Component Oxide Activating Flux for AZ31B Magnesium Alloys, Journal of Materials Science, Vol.43, No.4, pp.1382–1388
Zhou, M., Shen, J., Hu, D., Gao, R. and Li, S. (2017). Effects of Heat Treatment on the Activated Flux TIG-Welded AZ31 Magnesium Alloy Joints, International Journal of Advance Manufacturing Technology, Vol.92, No.9-12, pp.3983-3990
Zhou, Z. and Huang, Z. (2014). Experimental Research of Activating Fluxes in A-TIG Welding of 5052 Aluminium Alloy, Advanced Materials Research, Vol.941-944, pp.2058-2061
Zou, Y., Ueji, R., Hidetoshi and Fujii, H. (2014). Effect of Oxygen on Weld Shape and Crystallographic Orientation of Duplex Stainless Steel Weld Using Advanced A-TIG (AA-TIG) Welding Method, Materials Characterisation, Vol.91, pp.42-49
Zuber, M., Chaudhri, V., Suri, V.K. and Patil, S.B. (2014). Effect of Flux Coated Gas Tungsten Arc Welding on 304L, International Journal of Engineering and Technology, Vol.6, No.3, pp.177-181



{kind=link}