


D.S. Honavar, Chairman,
Honavar Electrodes Pvt. Ltd.
i. Introduction: There is now growing awareness of the need to control pollution and to protect the environment. This holds good equally for welding shops, & adequate safeguards have to be provided to prevent pollution through fume generation. Furthermore, health & safety of personnel need to be taken into account. Electrical hazards, welding fumes, ultraviolet rays & heat are direct outcome of the welding operation. While the overall situation in these two aspects of health & safety in India was far from satisfactory for years together, with more & more welding being employed, a number of industries are making systematic efforts, and providing for the substantial investment required, to tackle these aspects on a long term basis. And yet, these aspects need to be emphasized for the reason that with quality, productivity & cost control receiving due attention, health & safety may fail to attract the attention they demand.
ii. Hazards:
1) Electrical & Welding/Cutting Gas: Electrical hazards are so common and well known, and yet may not receive adequate care. Hence, I have made it a practice to distribute, during my lectures at industrial centres, copies of a useful note which was published in AWS journal. Another source of danger is in Oxy-fuel welding cutting gas cylinders and flame. These two are typical of the large number of hazards which arise in the day to-day activities linked with welding operation. Electricity, compressed air & welding gas are supplied by cables & hoses. In many shops these cables &
hoses can be seen lying in a mess on the floor. They become an obstruction to movement. They get worn out faster because they are least cared for, and may cause accidents. While efforts are made to control wages of welders & helpers, the losses through damage to and hence shorter life of cable & hoses, are over looked. Obviously, their life is extended and cost of replacement avoided in the simplest possible way i.e. by simply ignoring their damaged condition. Hence; the greater risk to personnel.
2)Fumes & Dust: Fumes & dust are another health hazard. A Danish study has shown that the lungs of welders, who have done heavy duty welding for many years without proper ventilation. are affected to the same extent as the lungs of people who smoke about 25 cigarettes a day. And then many of such welders and welding personnel are also smokers, and are thereby exposed to far greater risk of damage to lungs. The standard ventilation may not be enough. Instead, the welding fumes & fabrication dust must be captured directly at the source by using fume & dust extractors which have to be selected for effectively tackling the mass and size of particles and their velocity, together with the volume of pollution generated per unit of time. A study of such particles are made abroad, makes fascinating reading. Welding fumes consist of fine particles & gases, which spread at a low speed from point of welding, are rather easy to capture. Dust from grinding & other metal
fabrication operations consists of coarse particles which move at a high sped. If you consider a welding particle to be the size of one grain of sand with the speed of a lifting air balloon, a grinding particle can be compared to a football with the speed of an ice hockey puck. Welding fume particles stay a lot longer in the air(and hence there is a large spread in the workshop) than the grinding particles before they fall down on the floor; for instance, from a height of one metre, 4 hours for welding fume particle as against 3 minutes for grinding particle. These vast differences have to be taken into consideration while planning for extraction &ventilation.
3) Noise & Vibration: Noise is one of the unavoidable evils of engineering industry and, for that matter, of modern society. Indian industry has so far been spared the burden of insurance claims arising from excessive and damaging noise levels in workshops. While noise cannot be avoided, it has to be controlled at reasonable levels in certain operations. Grinding & arc air gouging are two such operations which create both noise & fumes which, in confined spaces, become a problem. Another health hazard is posed by the vibrations to which the operator’s hand is subjected during arc air gouging and during grinding. Hand, arm, vibration syndromes (HAVS) is general term which covers damage caused by vibrations transmitted to the hands and arms. It is reported to be probably one of the top issues with respect to claims in the insurance aspect of fabrication business. Such hazards are prompting a change-over to plasma gouging/cutting. Though much more expensive, it produces less noise, less fumes, & better quality surfaces which require less subsequent work. One would like to avoid the higher cost, but in many situations where noise & fumes become health hazards demanding corrective measure, selection of plasma process to substitute arc air gouging will be a wise one.
4) Radiography: Inherent danger of radiation in radiography demands strict control.
5) Risk from Solvents: Acetone in the white contrast paint used in magnetic particle inspection (MPI), is meant to promote rapid drying. In confined spaces, the acetone becomes a health & safety hazard. And yet it cannot be easily replaced, as water based paints/inks do not prove effective on account of longer drying period and also tendency to cause disbondment of the contrast paints. This being so, control of acetone vapour has to be done in confined spaces to reduce the risk to personnel;
6) Anti-spatter Products are now available in the form of sprays. Aerosol antispatter sprays are used effectively and their benefits are being appreciated leading to progressively wider application. However, in this process, what gets ignored is that some such sprays may contain dichloromethane which is known to be a carcinogenic toxic chemical and hence is a dangerous solvent. It can cause damage to blood, nervous system, liver, eyes skin. Furthermore with long term exposure, it can cause cancer. Lot of indepth studies on its damaging effects on human body have been carried out in Europe to quantify the effects and to lay down exposure limits, based on the dangerous products of thermal decomposition of the residual solvent, during welding.
However lower cost and effectiveness and absence of substitutes, have kept such products in use. In the last5 years, effective substitutes have come into market, but creating awareness in the user industry is a matter of time and effort. Thus inspection techniques and welding related products also pose a safety & health hazard which has to be taken care of.
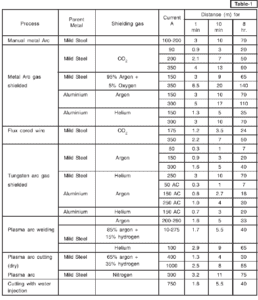
7) Ultraviolet Radiation: Risk to eyes through exposure to ultraviolet rays is known very well and dueprecautions are taken. Information on safe distance is given in Table 1.
Distance from Arc at which Ultraviolet Radiation is reduced to US daily Threshold Limit Value for various exposure times.
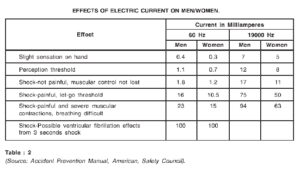
8) Electric Shocks – Effect of Electric Current on Humans: While the risk is known only too well, an attempt to quantify the risk will result in a better appreciation of its seriousness and chances of proving fatal at apparently low amps. Normal human body resistance is between 1 lakh to 6 lakh ohms. This is reduced to 1000 ohms or even less depending on sweating condition and body parts through which circuit is completed. Accident is fatal if 100 milliamperes at a frequency of 60HZ passes through vital organs.16 milliamperes is the average current at which an individual can still release himself from the object held by hand, and with no injury due to shock. At 16 ma to 50 ma, chest muscles will be contracted and death will result from asphyxiation when exposure is prolonged. Above 50 ma interference with normal rhythm of heart causes ventricular fibrillation. In this condition the fibres of heart muscles, instead of contracting in a coordinated manner, contract separately and at different times. Blood circulation stops instantly. Even after ensuring that welder wears proper gloves and shoes, the risk even while inserting an electrode into holder will persist if there is excessive moisture due to humidity and sweating, and the circuit is completed because then the full OCV of upto 90 volts is available. Level of current passing through the welder’s body depends on body resistance and applied voltage. AC power sources are still used widely, & with OCV in the range of 80-90 volts. Wetness in which a welder operates may bring down his body resistance to 1000 ohms. Hence, the current passing through his body will be 80 – 90 ma, which is sufficient to prove fatal within 3 – 4 seconds. Such risk has to be reduced through use of voltage reducing device in the power source. A case study of fatal accident while inserting electrode into holder, has been described in a paper presented by Cochin Shipyards Ltd. in IIW Seminar – 2007 (Ref.10)
The Accident Prevention Manual of American Safety Council shows in tabular form the risk factor in terms of milliamperes of current. This is reproduced in Table 2.
Effects of Electric Current on Men / Women.
III. Welding Fumes:
(A) Gaseous Component
(B) Particulate Component.
This subject is vast and is relevant to the successful working of any industry engaged in welded fabrication. While there has been growing awareness of its importance, it is still not receiving adequate attention, especially in the units of the unorganized sector. The aspect of safety is well covered through numerous documents on safe practices in welding. Moreover, the various issues are discussed in the HRD programmes of corporates as well as workshops conducted by WRI and professional bodies. Thus, a great deal of literature is available and the important point is of implementation of various measures in a planned manner. When it comes to the aspect of health of the personnel involved in welding activity the single most important factor is of welding fumes and it is in this area that steps are continuing for :
(a) accurate and rapid measurement of fumes,
(b) analysis of particulates of fumes,
(c) assessment of adverse effects on the human body and systems through extensive medical studies,
(d) laying down limits for exposure in respect of every constituent of welding fumes.
(e) preventive or controlling measures to counter the adverse effects, through development of consumables, & suitable equipment for ventilation, dilution, extraction of fumes, combined with respirators.
All this was being done even 30 years ago. In my report on Japan visit in September – October 1983, I had stated about the two fold effort in the welding activity in Japan to control the hazard of fumes, viz.
(i) extraction of fumes from about one metre above the arc area,
(ii) use of breathing mask by welders.
The assessment of adverse effect and fixing the limit of exposure together is a very complex task involving large expenditure which however, is justified by the need to take measures for well being of the welding personnel. Welding fumes is a factor which ought to receive attention of the entire welding fraternity. That is why I wish to deal at length with this particular topic.
While preparing this write-up on fumes I was pleasantly surprised to find that this important topic had found a place in the “SIR L. P. MISRA MEMORIAL LECTURE” delivered by me in 1979, and I had dealt with what was then known about welding fumes of different classes of electrodes and the need to give due attention to this important factor for the future of welding. And now after 30 years, as I am dealing with this very topic, it is appropriate to re-produce the relevant text of my lecture of 1979 (Annexure-I). This is being done for the benefit of members of the younger generation and also for co-relating the present with the past. Another reason is to point out that the issue of welding fumes had assumed importance even 30 years ago, and was a matter of concern in the highly industrialized countries. Various centres – academic, industrial, safety & medical – were engaged in studies of the related aspects viz.. analysis, toxicity, adverse effects on the human body. Such studies have led to a better understanding of the risk factor in respect of total quantum of fumes and of every single constituent. Hexavalent Chromium is a striking example wherein the permissible exposure limit (PEL) has been revised drastically from 52 to 5 microgramme per cubic meter of air in the Occupational Safety & Health Administration (OSHA) standard. It is a staggering reduction which has alerted the entire society and in particular chemical industry dealing with chromium and welding industry. All concerned are now engaged indevising and implementing safety and control measures to comply with the statutory limit of 5 microgramme perm3 in the 8 hour time weighted average (TWA). In the light of such fast changing scenario and the systematic effort to quantify the hazard, it is relevant to note the information published in the USA:
“Under normal working conditions the respiratory rate is about 20 litres of air/minute. Over a working year (100%) a welder breathes in about 2300 m3 air. In poor working conditions the air can contain 10 times higher levels than the maximum exposure limit for welding fume, the daily amount breathed in could be 100 grammes of particles / year or 2.5 kilos in 25 years”.
III. (A) Gases in Fumes:
In the informative article on Welding Fumes, published in the journal Welding & Cutting 6 (2007)
No. 4 Dr. D. Mckeown has dealt with CO, C02, N02, Ar, He.
- CO & CO2: Carbon monoxide has a Workplace Exposure Limit (WEL) of 30 ppm (35 mg/m3) and carbon dioxide is listed at 5000 ppm (9150 mg/m3) over a TWA reference period of 8 hours.
- NO & NO2: The two are known collectively as nitrous gases (NOx) NO is a severe eye, skin and mucous membrane irritant. NO2 is a highly toxic irritating gas. Yet neither feature in the WEL published in EH40/2005. This may be because limits are not clear. However, recommended exposure limits as a chemical hazard in 2003 April, are 1 ppm (8 hr reference period) for each gas. What is relevant is that welding generates only small amount of nitrous gas, & so exposure to NOx does not pose a problem. Exposure problems may arise during cutting operation.
- ARGON & HELIUM: These gases are not defined as hazardous to health under COSHH Regulation. However, they are asphyxiants. They cannot be seen, and do not have a smell and hence are difficult to detect. The main hazard is from accumulation in confined spaces. Argon is heavier than air, so tends to collect in low areas such as pits. Inhaling a gas, such as pure argon, which contains no oxygen can cause loss of consciousness in seconds. Workers should not enter an atmosphere that contains less than 18% oxygen.
- OZONE: In the group of constituents of welding fumes, gaseous and particulate, OZONE presents a somewhat different, & intriguing, picture. Unlike the numerous other constituents which become a health hazard in varying degree, irrespective of proportion, ozone is required in the air we breath, but in very small concentration.
Ozone is a naturally occurring constituent of earth’s atmosphere. It is produced by the ultraviolet radiation from the sun. The maximum concentration occurs at about 25 Km above sea level. The normal concentration of ozone in the air which we all breath is 0.005 to 0.05 parts per million (ppm) and it is considered as vital. However, exposure to higher concentrations of ozone can adversely affect health.
The ultraviolet radiation emitted during arc welding, causes oxygen in air to convert into ozone.
3 O2 + 2 O3
Diatomic oxygen Triatomic ozone
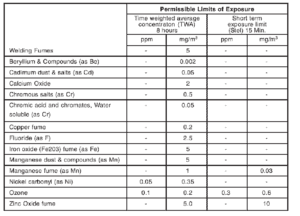
Ozone is chemically very active and toxic. Contact with most solids will cause it to revert to oxygen, and this makes it difficult to measure. A conventional filter will therefore partially remove ozone from polluted air, unlike any other pollutant gas likely to be found in welding fumes, which would need an absorption filter. The occupational exposure standard (OES) for ozone is 0.1 ppm (=0.2 mg per m3) for an eight hour time weighted average (TWA) reference period, and 0.3 ppm (=0.6 mg per m3) for ten minute TWA reference period. These are statutory limits.
GMAW & GTAW processes generate fairly high levels of ozone which in some applications, has been shown to exceed the permissible limits, e.g. welding of aluminum and its alloys, demanding extra ventilation, or personal protection, such as dust respirator air-fed helmet, helmet with fan and filter or breathing apparatus which supplies air to the breathing zone. The only way to determine welder’s exposure to ozone for comparison with the OES is to carry out practical trials with measurements in the breathing zone in accordance with BS 6691, part-2 (fume from welding & allied processes).
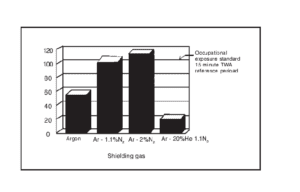
Generation of ozone by ultra violet radiation during arc welding is not only process dependent, but even shielding gas dependent. Combination of shielding gases in GMAW and GTAW can have a significant influence on the ozone level as the shielding gas affects the intensity of ozone forming radiation emitted from the arc. There are vast differences in the radiation emitted by the three shielding gases – argon, helium & nitrogen. It has to be noted that the highest ozone forming radiation is emitted by the arc plasma formed with nitrogen. This is ten times stronger than that of pure argon arc plasma and several hundred times stronger than that of pure helium arc plasma. Thus, helium can be considered as the safest for this particular aspect. Such vast differences need to be considered when nitrogen is added to the shielding gas in GTAW for duplex and super duplex stainless steels for the purpose of compensating for the loss of nitrogen (essential element in DSS & SDSS) from the weld pool. 1 – 2% nitrogen is added to argon which is the shielding gas for welding DSS. In the case of super duplex stainless steels which have nitrogen levels of 0.25% and higher, loss of nitrogen from the weld pool tends to be more and hence this loss is compensated for by including 2 – 2.5% nitrogen in the shielding gas (see Fig.1). The favourable effect of nitrogen is in maintaining the austenite – ferrite balance in the weld metal, so that the superior mechanical and corrosion properties are not impaired. On the other hand, such addition of nitrogen to the shielding gas produces adverse effect of higher ozone level in the breathing area of operator. This problem is taken care of by replacing a part of argon shielding gas with helium upto 20% so as to reduce the ozone concentration levels below the OES. Figure-2 serves to show the relative ozone levels in TIG welding of DSS with ER 2209 filler wire. This is a typical example of how the measure meant for weld metal quality through use of small proportion of nitrogen, has to be combined with another measure to satisfy health and safety requirements through use of upto 20% helium in the shielding gas.
Another way of inhibiting ozone formation is by adding 0.05% nitric oxide (NO) to the argon shielding gas. Such a mixture was patented several years ago, & is being marketed.
Shall I say that this is illustrative of the complexity of the welding operation for ensuring due care of health and safety while achieving requisite weld quality standard. The objective of achieving requisite or improved quality and productivity, cannot be separated from the need for appropriate precaution for health care of welding personnel. What is satisfying is that consistent efforts with indepth investigations, help to find solutions to ensure that welding industry keeps moving ahead.
Fig.1: Relationship between nitrogen in the shielding gas and nitrogen in the weld metal for TIG welding of duplex and super duplex stainless steels.
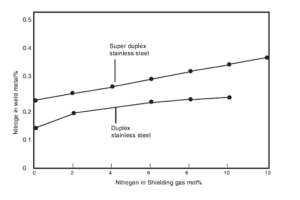
Fig. 2: Ozone concentration in the breathing zone during TIG welding of duplex stainless steel with ER 2209 filler wire.
III (B) Particulate Component:
Once again, while going through my technical presentations of the past 35 years, I found that in 1983 (IIWNWS)I had presented a paper on “Arc Welding Productivity – Technological-cum-Human Perspective”. In emphasizing the importance of human factor, safety, health and works environment, were discussed at some length, and details were provided in respect of TLV of some substances, as valid at that point of time. Fume generation rates of different classes of electrodes were also given therein. In view of its relevance and higher degree of importance today, the relevant text and tables are being reproduced in Annexure-II The particulate components consist of oxide, silicate or other complex compounds of different elements. The TLV values give
an indication of the degree of health hazard of each constituent. These limits are reviewed periodically by ACGIH and revised downward, based on the medical studies of adverse effect of each constituent. That is why the permissible limits in 2009 in respect of several elements are lower than those stated in Annexure-II Looking at the 2nd table in Annexure-II, it is evident that :
(a) for rutile types (E 6013) iron oxide content is high, followed by manganese.
(b) for basic coated type (E 7018) and for stainless steel types, fluoride content is quite high, in addition to the high iron oxide content.
Both these constituents have high permissible limits and they do not pose a big risk to health. Moreover, adverse effect, if any, is felt by welders in a few hours or few days, through the effect on eyes, skin and hair, and so corrective actions can be taken promptly through improved ventilation and extraction. In the last few years the elements which have been investigated for relatively high risk to health are copper, nickel, manganese and chromium. All these four elements are vital to the metallurgical and welding industry, especially manganese for unalloyed steels and nickel and chromium in stainless steel and nickel alloy, whose consumption is rising from year to year. That is why we need to look closely into their status as constituents of fumes.
- Fume Generation, Constituents & their Permissible Exposure Limits:
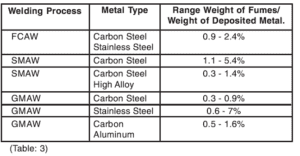
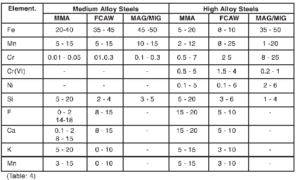
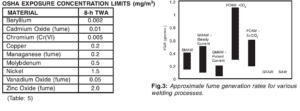
Fume generation is very much process dependent and is subject to wide variations as highlighted by the ranges in Table-3 which shows weight of fumes as percentage of weight of deposited metal. This is also reflected in the Figure-3. Similarly, proportions of common constituents of fumes in the total fume quantum vary within the wide limits as can be seen in Table-4.
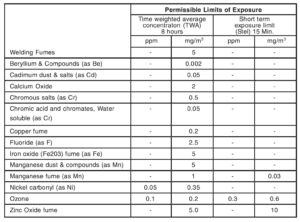
OSHA exposure concentration limits (mg/m3) for 8 hour TWA for few metals are given in Table-5. The occupational exposure limit or standard (OES) is calculated in milligrams per cubic metre breathing zone concentration. The control value is 5 mg/m3 maximum for the total particulates, but this value is subject to limits on individual constituents because the proportion of each such constituent in the total fumes will determine the limit on total fumes. For example, a significant proportion of the chromium in fume generated by stainless steel electrodes and FCW is present in hexavalent from with a limit of 0.05 mg/m3, which reduces total fume OES to around1 mg/m3. That is how OES will change in relation to the extent of alloying i.e. from 5 mg/m3 for unalloyed steel types to 1.7 for 9Cr – 1Mo. stee1 type, & to 0.7 for 25Cr – 12Ni steel type.
Fume Ratios:
Chemical Composition (Proportion by Mass in %) of the Welding Fumes for various Welding Processes and Materials.
- NICKEL:
Today, nickel is so very closely linked with industrial development, through huge production of:
(a) steels & nickel base alloys,
(b) welding consumable, &
(c) chemicals.
that any adverse findings on health attributable to nickel, will call for prompt preventive/corrective measures. That is why the Nickel Institute which represents 90% of the world’s nickel production, has taken steps to face the situation arising from increasing legislation on restricting use of nickel & its compounds. For nickel in fumes, the exposure limits are:
OSHA PEL: 1 mg/m3
(in USA)
ACGIH TLV: 1.5 mg/m3
(in USA)
COSHH WEL: 0.5 mg/m3
(in UK)
As per ACGIH, nickel is not suspected as a Human Carcinogen, whereas in EH40 of COSHH, nickel oxide has been noted as potential carcinogen. It is not clear whether there will be any sharp downward revision of PEL in the near future, as has taken place in the case of hexavalent chromium (from 52 to 5 microgrammes/m3). But welding industry has to aim at controlling the total fumes through efficient extraction system.
- MANGANESE:
Trace amounts of manganese are essential to the normal functioning of the human body. It acts across abroad spectrum of activities including a range of reactions in the central nervous system which affect mood, posture and movement.
When it comes to welding consumables manganese is an essential element, both for deoxidation and for strength & toughness. In special grades of austenitic stainless steel, it is added in proportion of 3 – 6% to prevent hot cracking. Furthermore, austenitic manganese steel is used widely. That is why effect of manganese in fumes has become a subject of extensive medical studies of respiratory system and brain control centres in several countries abroad. Just when the welding world has reconciled to the harsh reality of implementing measures to adhere to the low limit for Hexavalent Chromium (Cr.VI), doubts are being cast on manganese as neurotoxicological risk to welder vis-a-vis Parkinson’s Disease.
Manganese, Manganism & Parkinson’s Disease:
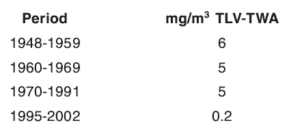
While link between manganese and Parkinson’s disease was suspect, it could not be fully established and yet adverse effect of excess concentration of manganese in the blood had become clear, based on studies of persons working in manganese ore mines. The term “manganism” was coined for manganese poisoning. Based on such studies, the TLV for manganese was reduced from 5 mg/m3 to 0.2 mg/m3 in 1995. Detailed information can be found in the document of American Society of Safety Engineers. It deals at some length with the health effects of welding fumes exposure and manganese, and refers to “Parkinson’s disease Versus Manganese induced Parkinsonism”.
“Manganese induced Parkinsonism” represents the grey area in a very complex situation. In fact, the complexity can be explained by the queries raised by two researchers in Europe after close studies and scrutiny of large volume of information available. They state:
“The absence of evidence which was repeatedly apparent in the review excites many questions on the toxicology of manganese and its inorganic compounds in general and especially those emanating from welding processes”.
While such uncertainty surrounds the issue of TLV-TWA values for manganese, the American Conference of Governmental Industrial Hygienists (ACGIH), have been actively engaged in evaluation of the extensive studies on manganese exposure in the workplace and health effects. Based on such evaluation, ACGIH have now produced a draft proposal for new TLV-TWA. Similarly, the EU Scientific Committee for Occupational Exposure Limit (SCOEL) is also in the process of setting an Indicative Occupational Exposure Limit Value (IOELV) for Mn & its compounds. The adopted values over the years are:
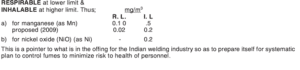
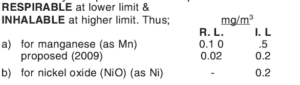
The proposal (2009) is for two separate values:
(a) 0.2 mg/m3 as manganese for Inhalable particulate matter, &
(b) 0.02 mg/m3 as manganese for Respirable particulate matter.
Obviously, the limit of 0.02 mg/m3 is very challenging and the organizations representing different industries will have to examine it for effect on the working & the feasibility of complying with the limit. This issue is now engaging the attention of the International Manganese Institute. One point of relevance is that Mn is not classified as a human carcinogen, unlike hexavalent Cr(V1). However, its effect on the central nervous system will continue to be investigated for and against the proposed (2009) TLV of 0.02 mg/m3. For the welding industry and members of welding fraternity, this is a pointer to the fast changing scenario on health front and the consequent need to tackle the fumes for complying with the stringent TLV on manganese.
- CHROMIUM:
New Hexavalent Chromium Standard:
On February 28, 2006, the Occupational Safety & Health Administration (OSHA) published the final Hexavalent Chromium Cr(VI) standard. The new permissible exposure limit (PEL) for Cr (VI) is 5microgrammes per cubic metre as eight hour time weighted average (0.005 mg/m3)
In the U.K., the limits are:
The problem of Cr(V1) is likely to arise especially in welding of stainless steels. Hence, it needs to be dealt with in relation to GMAW & SMAW.
SMAW
Reduction in exposure to hexavalent chromium, can be achieved through
(a) changes in shielding gas,
(b) welding parameters, &
(c) pulsed GMAW.
(a) Argon-rich shielding gases produce less fumes than 100% CO2 and helium-rich shielding gas. Thus, for GMAW & FCAW, 75 Ar-25 CO2 and preferably 80 Ar-20 CO2 will result in a significant reduction in fume generation rate. Oxidation potential of the arc atmosphere will affect both the quantum and the composition of welding fume in general. As the arc atmosphere becomes more oxidising (such as with 100% CO2) the total quantum of fume generated will increase, and these fumes will contain more of manganese and silicon which have much higher oxidation potential than several other elements. As far as Cr (VI) is concerned its level in fumes with argon rich shielding gas may be somewhat higher than with 100% CO2, but because the total fume quantum is significantly less, the hazard of Cr(VI) exposure is reduced.
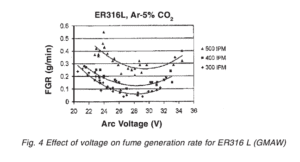
(b) In general, reducing current & voltage will lead to a decrease in fume generation rate. In GMAW, as arc voltage increases, the fume generation rate will decrease to a point, & then increase with increasing voltage. This behaviour, which is related to arc stability, is shown graphically in respect of ER 316L, usingAR-5% CO2 in Fig. 4.
(c) A number of studies have shown that PGMAW produces less fume than GMAW spray transfer. Hence the process can be fine tuned by employing suitable power source with pulsing to achieve the lowest possible fume levels. Here again, some researchers have shown that the percentage of Cr(VI) in the fume may increase with pulsed transfer . However, because the total quantum of fume generated is reduced, the overall potential exposure to Cr(VI) will also be reduced.
Fig. 4 Effect of voltage on fume generation rate for ER316 L (GMAW)
SMAW
Hexavalent Chromium (CrVI) in Welding Stainless Steels:
Effect of class of covering (-15). (-16) & (-17) on Cr(VI) emission.
In terms of SFA 5.4 – 2007 (AWS A 5.4 – 2006) a stainless steel electrode of any particular grade can be placed in one of the three classes of covering:
-15 basic
-16 lime-titania
-17 titania-silicate.
(Effect of the three types on suitability for cryogenic applications, has been dealt with my Lifetime Achievement Award Lecture of November 2003). As the problem of hexavalent chromium is expected to arise more in welding of S. S. & in use of S. S. electrodes, this is the area which we should look at closely to know about the type of covering Vs. presence of Cr(VI) in fumes. For that matter, one can go further and see how the main ingredients of coverings of each of the three classes, can significantly influence the quantum of fumes and its toxicity in terms of Mn, Ni, Cr, & particularly Cr(VI).
This remarkable investigation carried out in the PATON WELDING INSTITUTE, UKRAINE, is in-depth study of the effects of covering composition in terms of ratios of
(a) CaCO3 : CaF2 in basic type (-15 class),
(b) TiO2:SiO2 in time-titania type (-16class),
(c) TiO2:SiO2 intitania silicate type (-17 class).
The results have been evaluated for:
(a) total fume emission, &
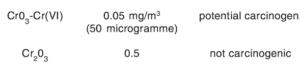
(b) individual elements – F, Mn, Ni, trivalent Cr(Cr2O3) & hexavalent Cr(CrO3).
The findings of this elaborate investigation have led to the conclusion that covering class -17 i.e. titania-silicate type, produces the lowest levels of (a) total fumes, (b) Cr(VI), & (c) Mn. Further studies at Paton Institute and any other centres may help to reinforce these findings for quantitative evaluation in favour of -17 class covering. During the past 10 years, use of -17 class of S.S. electrodes has steadily increased in Europe, USA, Korea, on account of exceptionally pleasing characteristics in terms of ease of deslagging, spatter loss, bead profile and appearance. In fact, buyers of welded fabrication in S.S. seem to be insisting on pleasing weld bead appearance, thereby necessitating use of -17 class. The fast changing scenario on health & environment is prompting us to ask if it is safe enough in case of every change aimed at productivity and quality. Many a time the two aspects may tend to run in opposite directions and thus create doubts on acceptability. However, as far as -17 class electrode is concerned, the results of investigation done at Paton Institute seem to indicate that the two aspects run in the same direction. These favourable findings should help to strengthen the position of -17 class in welding of stainless steels.
- COPPER:
Indian welding industry has been recording a steady rise in the use of solid wire GMAW for carbon steel, with the current proportion being about 30% in the total arc welding. While a major part of this employs100% COl as shielding gas, switch over to 80Ar-20CO2 mixture is taking place on the basis of superior performance and substantial savings in the total cost of welding, especially in structural jobs with fillet welds constituting over 60%. A case study to highlight the benefits of 80Ar-20CO2 was a part of my key note address at IWS National Seminar – September 2002. This case study is also a part of my Lifetime Achievement Award Lecture of November 2003. There is now growing awareness of the relative benefits of switchover to the argon based mixture.
When this growing application of GMAW is examined in the context of weld fumes, role of copper coating on the wire becomes an important issue and the user industry, in due course, will have to make a choicebetween copper coated and copper free wires. I had dealt with this important issue in my Lifetime AchievementAward Lecture of 2003. In view of its importance the relevant portion is reproduced here:
“Copper Coated Vs. Copper-free Wires:
It is not easy to think of copper free wires in India with its vast stretches of coast line with a high relative humidity almost round the year. The problem of rusting is sought to be addressed through copper coating, but three problems with copper coated wires are:
(a) difficulties in wire feed due to clogging of the nozzles by copper,
(b) health hazard through presence of higher levels of copper in the fume,
(c) possible adverse effect on notch toughness at sub-zero temperatures such as minus 29OC.
A recent detailed study by Mr. K. P. Ananthagopal at L & T – Komatsu Ltd., Bangalore, has yielded results which are very much in favour of copper-free wire on all the three counts, namely:
(a) Very much smoother wire feed,
(b) Less hazardous fumes,
(c) CVN impact values of over 100 joules as against 50-60 joules at minus 29OC.
In fact, the results have been so encouraging that L & T Komatsu are planning to switch over to copper-freewire for deriving all the three benefits, namely, higher productivity, lower risk of fumes and superior weld properties. A further change based on these studies is in respect of the gas mixture, from 80 Argon – 20CO2 to 85 Argon – 15 CO2. Furthermore, L & T – Komatsu are planning to change over from flux-cored wires to copper free solid wires with mixed gas of 85 Argon + 15 CO2 for achieving substantial saving in the final cost of welding. Will this be a trend setter? One related aspect which has to be taken care of is provision of humidity controlled store rooms (heaters + dehumidifier) so as to maintain temperature of 20°C higher than ambient temperature and relative humidity at less than 40%. In fact, this facility is a must when one plants use copper free wires.”As stated therein it was necessary to carry out investigation in to the relative behaviour in terms of:
(a) Copper in fumes, &
(b) Effect on weld metal impact property.
Hence, I had placed this issue before the Welding Research Institute (WRI). I am happy to state that WRI took up this problem for detailed investigation and reported the findings for the benefit of the welding industry, through (a) report in WRI Journal Vol. 29 No.2, and (b) technical paper presented in SOJOM 2008.
Conclusions drawn from the investigation are –
(1) Shielding gas plays a major role in quantum of welding fumes – gaseous as well as particulate.
(2) With copper coated wire, concentration of copper in fumes increases as the CO2 percentage in shielding gas increases.
(3) In FCAW also, copper-coated wire releases more copper in fumes as compared to copper-free wire, with 100% COl or with 80Ar – 20CO2
(4) Concentration of copper in fumes with copper-free wire, is about 50% of that with copper coated wires.
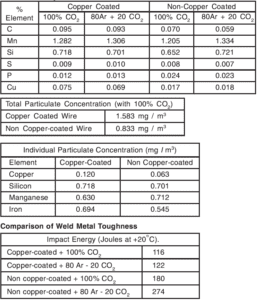
(5) Weld metal deposited by copper-free wire has significantly higher toughness as compared to that with copper coated wire, under both 100% CO2. and 80Ar – 20CO2.
(6) There is no appreciable difference in weld metal YS, UTS & % elongation between copper coated and copper free wires, for both 100% CO2. and 80Ar – 20CO2
The relevant results are tabulated here:-
Chemical Analysis of Weld Metal:
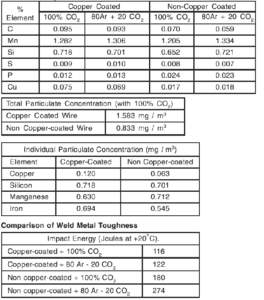
No doubt, the very much higher impact values with copper free wires will be of interest to the welding industry. Another noteworthy point in the investigation made by WRI is that copper content of fumes is very much higher with FCAW than with solid wire, though well below TLV of 0.2 mg. m3. Similarly, gaseous concentration of fumes with 100% CO2 shielding gas in respect of CO, CO2, NO,, SO2 and Ozone are far below the respective TLV.
What is noteworthy is that copper content of fumes even with copper coated wires is well within the TLV of 0.2 mg. m3 Thus copper in fumes with copper coated wires, does not become a health hazard. However, in their attempt to lower the overall fume levels, some industries may opt for copper free wires, as has been done by L & T Komastu, Bangalore.
- Respirable & Inhalable Limits- Realistic Approach?
Since 2004 indepth studies combined with a realistic approach to the complex issue of health safeguardVs. feasibility of implementation of exposure limits in industries, have led to the proposal for two levels:
- INDIAN SCENARIO:
In India, the “Factories Act, 1948” lays down several provisions to cover safety & health aspects in manufacturing industries – chemical mechanical & electrical. Chapter 4, sub 67 in which Schedule I & II (pages 124, 125) specify use of appropriate eye protection from ultraviolet and infrared radiations emitted by welding. Chapter 3 Section 14 deals with protective measures in areas where hazardous dust/fumes are likelyto be generated. THE SECOND SCHEDULE Section 41 F (pages 75 – 78) lays down permissible levels ofnumerous chemical substances in work environment.
Permissible Exposure limit for welding fumes is 5 mg. i m3 for Time weighted average of 8 hours of exposure. So, it is in line with the limit prescribed in the USA & UK.
It is noteworthy that the Factories Act, 1948 contains a provision for Safety Committee consisting of equal number of members from management and workers to promote cooperation in maintaining safety & health at work in hazardous processes for which special license is required to set up the manufacturing unit even in respect of its location. While this does not apply to welding industries, the relevant point is ensuring safety & health through cooperative effort and awareness programmes at all levels of work force.
In “The Third Schedule” (page 80) are listed the Notifiable Diseases which include Manganese poisoning, or its sequelae.
Thus the provisions in Factories Act 1948 do cover the aspect of fumes and limits for hazardous constituents. What is necessary is to update the provision in line with the revised international limits. Process of revision in the Factories Act may be somewhat slow because of the procedures involved. Hence the need for industry and industrial safety organizations to deal with the issue, based on the latest data available.
- WHAT MORE NEEDS TO BE DONE IN INDIA.
In the USA, Lincoln Electric Co. has made available on its website their “Guide to Welding Fume Control”. It is a typical example of how a manufacturer of welding consumables ought to discharge its responsibility in protecting the workforce in a welding shop or site against the hazard of fumes, by issuing guidelines which are no doubt within the limitations of a manufacturer and based on available information. The following few lines from the guide serve to highlight the need for appropriate action in our country:
“Employers are responsible for providing a safe and healthy workplace for their employees. Under OSHA’s Hazard Communication Standards, employers are required to evaluate the hazards of the chemicals in their workplace, train their employees in the identity, hazard, and means to protect themselves, and provide information about the hazards identified on labels on shipped containers, material safety data sheets (MSDS)and other information available to them.
Under OSHA’s Air Contaminant Standards, an employee’s potential exposure is measured and comparedto the OSHA Permissible Exposure Limit. If a company has a policy setting its own Occupational exposure Limit (such as the ACGIH Threshold limit Value (TLV) if lower than the OSHA PEL) then the employee’s potential exposure would be compared to that value. Employers train their employees about the identity, hazard, and means to protect themselves from hazardous chemicals. Employees are expected to participate in their employes’ protective programs and take steps to protect themselves. The guide then provides a few- details of
(a) Engineering Controls;
(b) Work Practice Controls;
(c) Personal Protection Equipment (PPE).
Similar effort is being made by- ESAB, & other world leaders who are in the business of welding & cutting. While manufacturers in our country need to emulate their examples, the professional bodies – IWS, IIW, need to draw up and launch programmes – documents, workshops in the required measure, to create awareness of the hazards and corresponding preventive or controlling measures, among the vast workforce and industrial units, especially in the SMEs who do not possess a set-up for such efforts. It implies that technological advancement should not be separated from Safety & Health care. We members of welding fraternity expect welding operation to be integrated with the overall manufacturing process, & this is valid because of the importance of welding. By the same logic, the welding professional bodies, Industrial Training Institute and academic institutions ought to integrate health & safety aspect with technology in their respective activities. Shall I put it to you that a student of welding engineering should have some knowledge of safety& health aspects. when he/she steps into a working career, along with knowledge and enthusiasm to handle quality, productivity in welded fabrication. Is it a tall order? Well the current scenario makes it an elementary need, a necessity. We need not and should not wait for the Factory Act to be amended to provide for more stringent safeguards in respect to welding fumes.
- A. Need for Improvement in good working Environment & need for imparting knowledge to the workforce.
In tackling the problem of fumes as health hazard one has to keep in mind that the adverse effects on human body and health continue to be the subject of intensive and extensive research, especially in medical. The status for several elements in both qualitative and quantitative terms is not clear even for fixing safe WES (in UK) & OES (in USA). Manganese and nickel, two of the most important elements are in this category. As far as Hexavalent Chromium is concerned, the new stringent standard calls for carefully planned and monitored measures on a regular basis, especially in welding of stainless steels, in respect of quantum of generation and its effective control in the welder breathing zone and shop environment. In the light of such a situation combined with the growing concern for health and environment, the welding industry has to give due attention to measures for ventilation and extraction. In the long run, investment for good working environment will prove beneficial.
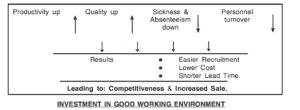
Investment in Good Working Environment
Having given due attention to the numerous sources of health hazards, it is of paramount importance to help welders &operators in particular to overcome the fears about welding fumes. Imparting knowledge of the inevitability of fumes, & simple precautions during welding (e.g. use of head shield) will result in a realistic attitude towards fumes, more so when appropriate measures are taken for ventilation & fume extraction. It has to be a combined effort on the part of management & workforce.
CONCLUSION:
We all have to accept the harsh reality that we have a long way to go and the task has become more difficult and now costly because the industry as a whole has not done enough in the last thirty years, and that too after knowing so much about the need to control fumes, just like the need to guard against electric shocks and ultraviolet rays. Here again, the situation tends to become complicated because of the difference in the functioning of the organized sector and the unorganized sector. And then, fumes is only one important part of the larger issue of safety & health of the workforce. May I state that this issue of safety & health, along with education, training and certification, has to engage the attention of professional bodies in India, just as it has been receiving from the bodies in the USA, UK, Japan & European countries, on a priority basis. It is a challenge to be accepted and tackled with planning and adequate speed. The need
is for IWS, IIW, with support from WRI, industry & safety organizations, to conduct workshops devoted to the various aspects of safety & health in welding. In this context of welding fumes, I wish to share with you, my experience of the past few years in tackling the problem with regard to fears of welder community. In the positive measures implemented by a progressive management, as a part of corporate HRD programme to tackle the problem of fumes on the shopfloor, one has to keep in mind the fact that many or majority of welders (especially older generation & hence senior) are likely to be partially or totally illiterate. Their attitude and reservations based on fear psychology, have to be addressed. In doing so, a very useful document is the leaflet published in 1985 by The Welding Institute (TWI). This leaflet can be looked upon as an authoritative source of information to tackle welder’s psychology and fear & wrong notions about fumes. It has a lot of weightage in convincing welders who maybe prejudiced against fumes. I have myself used it effectively on numerous occasions in industries with a large workforce of welders who had become agitated to the extent of work stoppage. Success in resolving such grave situations, has given me immense satisfaction. In turn, I have earned the gratitude of welders as well as senior executives of such industries.
Finally, one message has to be loud and clear, and we have to choose:
“Are welding is a safe operation, if carried out with requisite knowledge and full practice of safety & health precautions, making a huge contribution, directly & indirectly, to industrial output, society’s progress and nation building. Ignoring the precautions can prove costly to the organization & its workforce and, in turn, give a bad name to welding, despite it being indispensable.”. The choice is obvious, but we all members of welding fraternity need to take prompt positive measures with long term planning. Having said that, I wish to refer to the significant remark made by Dr. GOLDRATT, internationally acclaimed management guru, in relation to Indian scenario in business & industry, in 1999. Dr. Goldratt said the problem with Indian business is “you have the intuition but not the method”. The professional bodies (IWS &IIW) have to evolve methodology for cooperative coordinated planning & working to derive the benefit of synergy in all areas of Joining Technology and particularly in safety & health and in education & training, which have not been given due attention in the past four decades. But then, taking a philosophical view, it is never too late to start. Let us all make a resolve that the time is now, & endevour to make up for the lost time, with a sense of purpose & dedication.
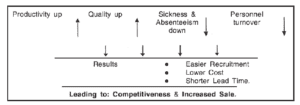
Productivity up Quality up Sickness & Personnel Absenteeism turnover down Results _ Easier Recruitment _ Lower Cost _ Shorter Lead Time.
Leading to: Competitiveness &Increased Sale.
SMAW
Hexavalent Chromium (CrVI) in Welding Stainless Steels:
Effect of class of covering (-15). (-16) & (-17) on Cr(VI) emission.
In terms of SFA 5.4 – 2007 (AWS A 5.4 – 2006) a stainless steel electrode of any particular grade can be placed in one of the three classes of covering:
-15 basic
-16 lime-titania
-17 titania-silicate.
(Effect of the three types on suitability for cryogenic applications, has been dealt with my Lifetime Achievement Award Lecture of November 2003). As the problem of hexavalent chromium is expected to arise more in welding of S. S. & in use of S. S. electrodes, this is the area which we should look at closely to know about the type of covering Vs. presence of Cr(VI) in fumes. For that matter, one can go further and see how the main ingredients of coverings of each of the three classes, can significantly influence the quantum of fumes and its toxicity in terms of Mn, Ni, Cr, & particularly Cr(VI).
This remarkable investigation carried out in the PATON WELDING INSTITUTE, UKRAINE, is in-depth study of the effects of covering composition in terms of ratios of
(a) CaCO3 : CaF2 in basic type (-15 class),
(b) TiO2:SiO2 in time-titania type (-16class),
(c) TiO2:SiO2 intitania silicate type (-17 class).
The results have been evaluated for:
(a) total fume emission, &
(b) individual elements – F, Mn, Ni, trivalent Cr(Cr2O3) & hexavalent Cr(CrO3).
The findings of this elaborate investigation have led to the conclusion that covering class -17 i.e. titania-silicate type, produces the lowest levels of (a) total fumes, (b) Cr(VI), & (c) Mn. Further studies at Paton Institute and any other centres may help to reinforce these findings for quantitative evaluation in favour of -17 class covering. During the past 10 years, use of -17 class of S.S. electrodes has steadily increased in Europe, USA, Korea, on account of exceptionally pleasing characteristics in terms of ease of deslagging, spatter loss, bead profile and appearance. In fact, buyers of welded fabrication in S.S. seem to be insisting on pleasing weld bead appearance, thereby necessitating use of -17 class. The fast changing scenario on health & environment is prompting us to ask if it is safe enough in case of every change aimed at productivity and quality. Many a time the two aspects may tend to run in opposite directions and thus create doubts on acceptability. However, as far as -17 class electrode is concerned, the results of investigation done at Paton Institute seem to indicate that the two aspects run in the same direction. These favourable findings should help to strengthen the position of -17 class in welding of stainless steels.
- COPPER:
Indian welding industry has been recording a steady rise in the use of solid wire GMAW for carbon steel, with the current proportion being about 30% in the total arc welding. While a major part of this employs100% COl as shielding gas, switch over to 80Ar-20CO2 mixture is taking place on the basis of superior performance and substantial savings in the total cost of welding, especially in structural jobs with fillet welds constituting over 60%. A case study to highlight the benefits of 80Ar-20CO2 was a part of my key note address at IWS National Seminar – September 2002. This case study is also a part of my Lifetime Achievement Award Lecture of November 2003. There is now growing awareness of the relative benefits of switchover to the argon based mixture.
When this growing application of GMAW is examined in the context of weld fumes, role of copper coating on the wire becomes an important issue and the user industry, in due course, will have to make a choicebetween copper coated and copper free wires. I had dealt with this important issue in my Lifetime AchievementAward Lecture of 2003. In view of its importance the relevant portion is reproduced here:
“Copper Coated Vs. Copper-free Wires:
It is not easy to think of copper free wires in India with its vast stretches of coast line with a high relative humidity almost round the year. The problem of rusting is sought to be addressed through copper coating, but three problems with copper coated wires are:
(a) difficulties in wire feed due to clogging of the nozzles by copper,
(b) health hazard through presence of higher levels of copper in the fume,
(c) possible adverse effect on notch toughness at sub-zero temperatures such as minus 29OC.
A recent detailed study by Mr. K. P. Ananthagopal at L & T – Komatsu Ltd., Bangalore, has yielded results which are very much in favour of copper-free wire on all the three counts, namely:
(a) Very much smoother wire feed,
(b) Less hazardous fumes,
(c) CVN impact values of over 100 joules as against 50-60 joules at minus 29OC.
In fact, the results have been so encouraging that L & T Komatsu are planning to switch over to copper-freewire for deriving all the three benefits, namely, higher productivity, lower risk of fumes and superior weld properties. A further change based on these studies is in respect of the gas mixture, from 80 Argon – 20CO2 to 85 Argon – 15 CO2. Furthermore, L & T – Komatsu are planning to change over from flux-cored wires to copper free solid wires with mixed gas of 85 Argon + 15 CO2 for achieving substantial saving in the final cost of welding. Will this be a trend setter? One related aspect which has to be taken care of is provision of humidity controlled store rooms (heaters + dehumidifier) so as to maintain temperature of 20°C higher than ambient temperature and relative humidity at less than 40%. In fact, this facility is a must when one plants use copper free wires.”As stated therein it was necessary to carry out investigation in to the relative behaviour in terms of:
(a) Copper in fumes, &
(b) Effect on weld metal impact property.
Hence, I had placed this issue before the Welding Research Institute (WRI). I am happy to state that WRI took up this problem for detailed investigation and reported the findings for the benefit of the welding industry, through (a) report in WRI Journal Vol. 29 No.2, and (b) technical paper presented in SOJOM 2008.
Conclusions drawn from the investigation are –
(1) Shielding gas plays a major role in quantum of welding fumes – gaseous as well as particulate.
(2) With copper coated wire, concentration of copper in fumes increases as the CO2 percentage in shielding gas increases.
(3) In FCAW also, copper-coated wire releases more copper in fumes as compared to copper-free wire, with 100% COl or with 80Ar – 20CO2
(4) Concentration of copper in fumes with copper-free wire, is about 50% of that with copper coated wires.
(5) Weld metal deposited by copper-free wire has significantly higher toughness as compared to that with copper coated wire, under both 100% CO2. and 80Ar – 20CO2.
(6) There is no appreciable difference in weld metal YS, UTS & % elongation between copper coated and copper free wires, for both 100% CO2. and 80Ar – 20CO2
The relevant results are tabulated here:-
Chemical Analysis of Weld Metal:
No doubt, the very much higher impact values with copper free wires will be of interest to the welding industry. Another noteworthy point in the investigation made by WRI is that copper content of fumes is very much higher with FCAW than with solid wire, though well below TLV of 0.2 mg. m3. Similarly, gaseous concentration of fumes with 100% CO2 shielding gas in respect of CO, CO2, NO,, SO2 and Ozone are far below the respective TLV.
What is noteworthy is that copper content of fumes even with copper coated wires is well within the TLV of 0.2 mg. m3 Thus copper in fumes with copper coated wires, does not become a health hazard. However, in their attempt to lower the overall fume levels, some industries may opt for copper free wires, as has been done by L & T Komastu, Bangalore.
- Respirable & Inhalable Limits- Realistic Approach?
Since 2004 indepth studies combined with a realistic approach to the complex issue of health safeguardVs. feasibility of implementation of exposure limits in industries, have led to the proposal for two levels:
This is a pointer to what is in the offing for the Indian welding industry so as to prepare itself for systematic plan to control fumes to minimize risk to health of personnel.
- INDIAN SCENARIO:
In India, the “Factories Act, 1948” lays down several provisions to cover safety & health aspects in manufacturing industries – chemical mechanical & electrical. Chapter 4, sub 67 in which Schedule I & II (pages 124, 125) specify use of appropriate eye protection from ultraviolet and infrared radiations emitted by welding. Chapter 3 Section 14 deals with protective measures in areas where hazardous dust/fumes are likelyto be generated. THE SECOND SCHEDULE Section 41 F (pages 75 – 78) lays down permissible levels ofnumerous chemical substances in work environment.
Permissible Exposure limit for welding fumes is 5 mg. i m3 for Time weighted average of 8 hours of exposure. So, it is in line with the limit prescribed in the USA & UK.
It is noteworthy that the Factories Act, 1948 contains a provision for Safety Committee consisting of equal number of members from management and workers to promote cooperation in maintaining safety & health at work in hazardous processes for which special license is required to set up the manufacturing unit even in respect of its location. While this does not apply to welding industries, the relevant point is ensuring safety & health through cooperative effort and awareness programmes at all levels of work force.
In “The Third Schedule” (page 80) are listed the Notifiable Diseases which include Manganese poisoning, or its sequelae.
Thus the provisions in Factories Act 1948 do cover the aspect of fumes and limits for hazardous constituents. What is necessary is to update the provision in line with the revised international limits. Process of revision in the Factories Act may be somewhat slow because of the procedures involved. Hence the need for industry and industrial safety organizations to deal with the issue, based on the latest data available.
- WHAT MORE NEEDS TO BE DONE IN INDIA.
In the USA, Lincoln Electric Co. has made available on its website their “Guide to Welding Fume Control”. It is a typical example of how a manufacturer of welding consumables ought to discharge its responsibility in protecting the workforce in a welding shop or site against the hazard of fumes, by issuing guidelines which are no doubt within the limitations of a manufacturer and based on available information. The following few lines from the guide serve to highlight the need for appropriate action in our country:
“Employers are responsible for providing a safe and healthy workplace for their employees. Under OSHA’s Hazard Communication Standards, employers are required to evaluate the hazards of the chemicals in their workplace, train their employees in the identity, hazard, and means to protect themselves, and provide information about the hazards identified on labels on shipped containers, material safety data sheets (MSDS)and other information available to them.
Under OSHA’s Air Contaminant Standards, an employee’s potential exposure is measured and comparedto the OSHA Permissible Exposure Limit. If a company has a policy setting its own Occupational exposure Limit (such as the ACGIH Threshold limit Value (TLV) if lower than the OSHA PEL) then the employee’s potential exposure would be compared to that value. Employers train their employees about the identity, hazard, and means to protect themselves from hazardous chemicals. Employees are expected to participate in their employes’ protective programs and take steps to protect themselves. The guide then provides a few- details of
(a) Engineering Controls;
(b) Work Practice Controls;
(c) Personal Protection Equipment (PPE).
Similar effort is being made by- ESAB, & other world leaders who are in the business of welding & cutting. While manufacturers in our country need to emulate their examples, the professional bodies – IWS, IIW, need to draw up and launch programmes – documents, workshops in the required measure, to create awareness of the hazards and corresponding preventive or controlling measures, among the vast workforce and industrial units, especially in the SMEs who do not possess a set-up for such efforts. It implies that technological advancement should not be separated from Safety & Health care. We members of welding fraternity expect welding operation to be integrated with the overall manufacturing process, & this is valid because of the importance of welding. By the same logic, the welding professional bodies, Industrial Training Institute and academic institutions ought to integrate health & safety aspect with technology in their respective activities. Shall I put it to you that a student of welding engineering should have some knowledge of safety& health aspects. when he/she steps into a working career, along with knowledge and enthusiasm to handle quality, productivity in welded fabrication. Is it a tall order? Well the current scenario makes it an elementary need, a necessity. We need not and should not wait for the Factory Act to be amended to provide for more stringent safeguards in respect to welding fumes.
- A. Need for Improvement in good working Environment & need for imparting knowledge to the workforce.
In tackling the problem of fumes as health hazard one has to keep in mind that the adverse effects on human body and health continue to be the subject of intensive and extensive research, especially in medical. The status for several elements in both qualitative and quantitative terms is not clear even for fixing safe WES (in UK) & OES (in USA). Manganese and nickel, two of the most important elements are in this category. As far as Hexavalent Chromium is concerned, the new stringent standard calls for carefully planned and monitored measures on a regular basis, especially in welding of stainless steels, in respect of quantum of generation and its effective control in the welder breathing zone and shop environment. In the light of such a situation combined with the growing concern for health and environment, the welding industry has to give due attention to measures for ventilation and extraction. In the long run, investment for good working environment will prove beneficial.
Investment in Good Working Environment
Having given due attention to the numerous sources of health hazards, it is of paramount importance to help welders &operators in particular to overcome the fears about welding fumes. Imparting knowledge of the inevitability of fumes, & simple precautions during welding (e.g. use of head shield) will result in a realistic attitude towards fumes, more so when appropriate measures are taken for ventilation & fume extraction. It has to be a combined effort on the part of management & workforce.
CONCLUSION:
We all have to accept the harsh reality that we have a long way to go and the task has become more difficult and now costly because the industry as a whole has not done enough in the last thirty years, and that too after knowing so much about the need to control fumes, just like the need to guard against electric shocks and ultraviolet rays. Here again, the situation tends to become complicated because of the difference in the functioning of the organized sector and the unorganized sector. And then, fumes is only one important part of the larger issue of safety & health of the workforce. May I state that this issue of safety & health, along with education, training and certification, has to engage the attention of professional bodies in India, just as it has been receiving from the bodies in the USA, UK, Japan & European countries, on a priority basis. It is a challenge to be accepted and tackled with planning and adequate speed. The need
is for IWS, IIW, with support from WRI, industry & safety organizations, to conduct workshops devoted to the various aspects of safety & health in welding. In this context of welding fumes, I wish to share with you, my experience of the past few years in tackling the problem with regard to fears of welder community. In the positive measures implemented by a progressive management, as a part of corporate HRD programme to tackle the problem of fumes on the shopfloor, one has to keep in mind the fact that many or majority of welders (especially older generation & hence senior) are likely to be partially or totally illiterate. Their attitude and reservations based on fear psychology, have to be addressed. In doing so, a very useful document is the leaflet published in 1985 by The Welding Institute (TWI). This leaflet can be looked upon as an authoritative source of information to tackle welder’s psychology and fear & wrong notions about fumes. It has a lot of weightage in convincing welders who maybe prejudiced against fumes. I have myself used it effectively on numerous occasions in industries with a large workforce of welders who had become agitated to the extent of work stoppage. Success in resolving such grave situations, has given me immense satisfaction. In turn, I have earned the gratitude of welders as well as senior executives of such industries.
Finally, one message has to be loud and clear, and we have to choose:
“Are welding is a safe operation, if carried out with requisite knowledge and full practice of safety & health precautions, making a huge contribution, directly & indirectly, to industrial output, society’s progress and nation building. Ignoring the precautions can prove costly to the organization & its workforce and, in turn, give a bad name to welding, despite it being indispensable.”. The choice is obvious, but we all members of welding fraternity need to take prompt positive measures with long term planning. Having said that, I wish to refer to the significant remark made by Dr. GOLDRATT, internationally acclaimed management guru, in relation to Indian scenario in business & industry, in 1999. Dr. Goldratt said the problem with Indian business is “you have the intuition but not the method”. The professional bodies (IWS &IIW) have to evolve methodology for cooperative coordinated planning & working to derive the benefit of synergy in all areas of Joining Technology and particularly in safety & health and in education & training, which have not been given due attention in the past four decades. But then, taking a philosophical view, it is never too late to start. Let us all make a resolve that the time is now, & endevour to make up for the lost time, with a sense of purpose & dedication.
Productivity up Quality up Sickness & Personnel Absenteeism turnover down Results _ Easier Recruitment _ Lower Cost _ Shorter Lead Time.
Leading to: Competitiveness & Increased Sale.



{kind=link}
{kind=link}