

Each company wants to be able to make the most of the resources available to them. Often when out of turn orders are expected or a sudden surge in volume is likely to hit after a lean patch, the first reaction is to increase capacity, increase productivity at any cost. Usually, this hits the pockets a bit hard and affects the usually bottom line. There isn’t enough time to think about and know for sure if we are using the resources we have to the hilt. More often the case is lack of enough data on the utility of resources. How much are the machines used, how many hours did the welder actually weld on the job. Sometimes you are doing a critical job and the customer wants to know exactly what parameters, welding consumables have been used to do the job. How far has the job progressed? How are you ensuring that the WPS is being followed?
What if all this data and more importantly its analysis is available on your finger tips all the time?
First step for any of this to happen is to have the DATA in place real time or stored for each machine, each operator. This is now easily possible to have a DMS (Data Monitoring System) that works like a black box and sits on your existing machines collecting data. Each time the machine is switched on it starts accumulating the data.
In case of welding equipments, critical data such as welding parameters of Welding Current, Welding Voltage, Wire Speed (In case of MIG / SAW) can be easily logged against a timestamp. Additional sensors can help add Gas flow, Wire Speed and Welding Speed (in case of automation). This can be also accompanied with the welder and machine data, so when the welder is about to start the day he can login to the ‘DMS’ and enter his Name or Welder ID and choose the welding consumable he is welding with (wire size and wire type in case of MIG/ SAW). The DMS records at regular intervals (once / twice a minute) the welding parameters, the welding consumable used in the weld joint, the welder name who did the welding and if required also the job number (part he is welding).
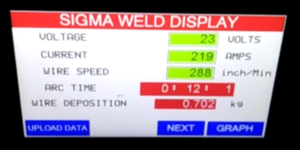
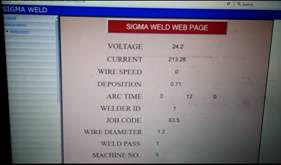
Second step is taking this data from the DMS to the computer, this can be done using a USB stick or via wifi directly on to the DMS Server. Once all the data is in place the system does some internal calculations to give you smart analysis such as Heat Input during the welding, Total Arcing time, Welding Consumables Consumed in KGs, along with the average welding current and voltage during welding.
The Third and final step
Having made the setup now, you have your data and calculated data being recorded as it happens. Once the data is transferred to the server side, you can now have all kinds of analysis done on the data and get smart reports that can help you understand your shopfloor better. For example you can have the following reports generated as a production head,
- Machine On time VS Actual Welding Time (Amount of time the machine is used to arc each day, week, month)
- Welder Report (Daily, Weekly, Monthly arcing time of each welder)
- Job Reports (Welding Parameters, Time taken to complete the welding of the job, Welders that worked on the job, machines that were used to weld this particular job, consumables used on the job).
You can now add a node of the DMS on each of the welding equipments you have (new / old) and connect them all to a single DMS Server Solution using wired LAN connection or WiFi.
The latest generation of machines have these features inbuilt such as our SigmaPro series, however the SigmaWeld DMS and DMS Server Solutions allow you to have all these smart features and analysis done on your existing machines, any make , any type. This authentic data and reservoirs of this data over a period of time can help show many trends and patterns. This will help you view your factory setup live from any location and understand the utility of your shop floor better. Are your machines loaded enough, are your welders arcing enough are all your jobs being welded as per the WPS suggested?




{kind=link}