

Dr. Kulwant Singh, Assistant Professor,
Department of Mechanical Engineering Guru Kashi University,
Talwandi Sabo Bathinda, Punjab- INDIA
Influence of post welding heat treatment on the microstructure and mechanical properties of friction stir welding joint of AZ31 Mg Alloy
Abstract: At present, magnesium alloys are extensively used in numerous applications due to their lightweight and better characteristics. Welding of magnesium alloys is regarded as one of the most complex phenomena in various industries. The friction stir welding of magnesium has encouraged abundant scientific and industrial interest as it has the potency to form a good quality joint. Post welding heat treatment is an appropriate process to further improve the properties or performance of FSW joints. Therefore, the present work aims to join AZ31 Mg alloy plates by friction stir welding, and microstructural and mechanical properties of the joint have been examined. Furthermore, the consequence of post welding heat treatment on the microstructure and mechanical properties of FSW joint has been evaluated. Tensile strength and elongation of FSW joint were about 145.4±4.9 MPa and 9.5±0.9%, respectively. It was found that post welding heat treatment was beneficial in homogenizing grains and to enhance mechanical properties. Tensile strength and elongation of the joint were improved by 4.74% and 15.78% respectively after PWHT. The highest microhardness of stir zone decreased about 6.84% (73 Hv to 68 Hv) after heat treatment and hardness pattern of weld became relatively smooth. Toughness of PWHT joint was 4.5±0.17 Joules. The mode of tensile failure of as-welded and PWHT joint was ductile.
Keywords: Post welding heat treatment; friction stir welding; microstructure; AZ31 Mg alloy; impact toughness.
Acronyms and Abbreviations:
ASTM : American Society for Testing and Materials
CO2 : Carbon dioxide
Mg : Magnesium
FSW : Friction Stir Welding
H-13 : ASTM A681 Tool Steel
Hv : Vickers Hardness
PWHT : Post Welding Heat Treatment
SEM : Scanning Electron Microscopy
1. Introduction
In the current scenario, global warming on Earth is a concern which may become more dangerous later [1,2]. Artificial emissions of greenhouse gases are the chief source of global warming. CO2is the leadingelement of greenhouse gas in the atmosphere[3]. The global carbon cycle has an important role in global warming/climate. CO2 emissions are directly concerned with the use of fossil fuel[4]. Diminishing CO2 emissions is the most ambitious intention to protect Globe’senvironment. In the transport sector, CO2 emissions can be scaled down by decreasing weight of vehicles [5]. About twenty kilograms of CO2 emissions are reduced on every kilogram of weight reduction in a vehicle [6]. Among lightweight materials, magnesium alloys are less dense materials which are preferred for automotive applications [7–10]. The overall weight of the vehicle can be 70% reduced by the use of components of magnesium alloys [5]. In implementation of magnesium alloys in vehicles, many challenges have been reported by earlier researchers [11–13]. Welding prospect of Mg alloys has an imperative role in its widespread uses[14]. Friction stir welding is an appropriate means to join magnesium alloys [15–17]. FSW of AZ31 Mg alloy has been widely studied. Wang et al. [18] investigated influence of tool rotation rates on mechanical properties, microstructure, and temperature profiles of FSW joints. They found that at higher rotation rate (1600 rpm), the joint efficiency was lower (78.3%) and vice versa. They observedmaximum joint efficiency 90.2 % under the condition of1200 rpm rotation rate. Xin et al. [19] presented the influence of FSW parameters on texture and plastic deformation behaviour of AZ31 Mg alloys.They found that the changes of welding parameters affected texture distribution over the weld, which influenced joint strength, inhomogeneous plastic deformation and fracture behaviors.Kouadri-Henni et al. [20] evaluated the residual stresses of FSW joints.They reported that no chemical modifications and phase changes during FSW of AZ31 Mg alloys. They concluded that the presence of a textured crystallography and shear bands caused local plastic strain within weld zones. Chowdhury et al. [17] studied the texture, microstructure and tensile properties of FSW joint.They found that welding speed and rotational rate influenced the yield strength and ultimate tensile strength of FSW joint. They concluded that the strength and ductility of joint of AZ31B-H24 Mg alloy decreased at all the strain rates but yield strength and ultimate tensile strength slight increased with increasing strain rate. Sevvel and Jaiganesh [21] investigated the impact of tool profile in mechanical properties of FSW AZ31B Mg alloy.They found that taper cylindrical pin profiled tool produced joint of improved and better mechanical properties under optimized FSW process parameters.Cao and Jahazi [22] presented the effect of welding speed on lap joint quality of friction stir welded AZ31 Mg alloy.They reported that the welding speed influenced the formation of hooking defects and hardness decreases gradually from the base metal through the HAZ, to the TMAZ and then to the stir zone due to gradual grain growth from the base metal to the stir zone. Liu et al. [23]examined theeffect of textural variation and twinning activity on fracture behaviour of friction stir welded AZ31 Mg alloy in bending tests.They found a sudden change of texture at the transition zone/stir zone interface which influenced fracture behavior of bending specimens. They concluded that the local stress state highly affected textural variation on fracture behavior in bending. Most of research involved the tensile properties and microstructure of friction stir welded joints of AZ31 Mg alloy [24–29]. However, the information related to the impact toughness of FSW of Mg alloys is very meager. So, there was a scope for examining impact toughness and microhardness of FSW joints of AZ31 Mg alloys as it is widely used in industrial applications. Further, during fabrication of weld joint, microstructure variation and a loss of strength of joint has been reported by earlier researchers [30–32]. Post welding heat treatment is an appropriate process to improve weld joint properties or performance[33]. Wang et al. [31] and Guo et al. [34] have reported the influence of post welding heat treatment on the microstructure and mechanical properties of FSW AZ31 Mg alloy, but the information is still limited. In present work, microstructure and mechanical properties such as tensile properties, microhardness and impact toughness in FSW joint of AZ31Mg alloy for as-welded and post weld heat treated condition has been examined.
2. Material and Methods
The base material AZ31 Mg alloy was used in this work. The AZ31 Mg alloy is a most common commercial alloy. The compositions and mechanical properties of base materials are listed in Supplementary Table 1 and 2 respectively.
Rectangular workpieces (150mm x 50mm) of 4 mm thickness were cut from the sheets for butt joint configuration. Acetone was used to clean the workpieces before welding. FSW was performed with five axis CNC milling machine (Deckel Maho DMU 50T) at Central Tool Room Ludhiana, India. The experimental setup is shown in Supplementary Fig. 1. A non-consumable tool of H-13 was used for fabrication of joints. Tool transverse feed rate and tool speed values are taken from Ratna Sunil [35]. Welding process parameters and specifications of tool used for FSW are represented in Table 1. Three FSW joints were prepared in butt configuration.
Table 1. Friction stir welding parameters and specifications.
| Parameters | Specifications |
| Welding speed | 25 mm/min |
| Tool rotational speed | 1400 rpm |
| Tool Shank Diameter | 20 mm |
| Shoulder Diameter | 18 mm |
| Pin Profile | Cylindrical, Left hand threaded and Tri-fluted |
| Pin Length | 3.8 mm |
| Pin Diameter | 6 mm |
| Tool tilt angle | 0o |
| Tool offset | 0 mm |
| Target depth | 3.85 mm |
| Shoulder deepness inserted into workpiece surface | 0.05 mm |
In order to examine the significance of post welding heat treatment, base metal and joint were heat treated in a hot air oven at 260oC for 15 min as per ASM handbook [36]. Three specimens for each test (metallurgical, tensile, microhardness and impact test) from as-welded and post weld heat treated joint were prepared. Standard polishing method was opted to prepare metallurgical specimens using varying grit size SiC papers followed by diamond paste polishing. Acetic-picral solution was used for etching of specimens. An optical microscope (Leica, Germany) was used for microstructural characterization of etched specimens. Tensile test was performed on an electromechanical universal testing machine(Tinius Olsen, H50KL) as per ASTM E-8M [37]. Microhardness of weld joint was measured along mid-thickness line of cross section by Vickers indentation method as per ASTM E384-99 [38]. Charpy impact test was conducted using a pendulum impact tester (FIE, IT-30, Digital) as per ASTM E23-06 [39].
3. Results and discussion
3.1 Microstructure
Defect-free weld joint of AZ31 magnesium alloy was obtained by friction stir welding. The prepared FSW joint is shown in supplementary Fig.2.
The optical microscope was used to examine the grain structure of weldment. The different zones were distinguished in the microstructure of weld in size of 500 µm (supplementary Fig.3). Upper/top side of weld cross-section was slightly wider than bottomside. This variation was the outcome of more frictional heat and deformation experienced by upper surface of workpiece due to direct contact with tool shoulder during welding process[40]. Base material consisted of elongated shaped grains varying slight in size. Each zone of weld (i.e. stir zone, thermo-mechanical affected zone and heat affected zone) had unique grain structure whereas grains in base metal remained intact after welding. The formation of various zones/phases is one of the main reasons for grain structure variations in weld zones. Fine and equiaxed grains were observed in stir zone (Fig.1). Stir zone experienced extreme heat input and strain which was induced by a rotating FSW tool. The outcomes revealed that the welding temperature was sufficient to achieve the recrystallization temperature of Mg alloys. The deformed grains in stir zone experienced dynamic recrystallization under the thermal cycling, and the grains were refined to some extent [41].In magnesium alloys, dynamic recrystallization and growth of grains take place at about 523 K during welding process [42], which improves grains in this zone. It can be clearly substantiated that elongated grains of base metal is refined in stir zone during FSW. Evolution of fine and equiaxed grains within stir zone have been reported by other researchers [43,44].
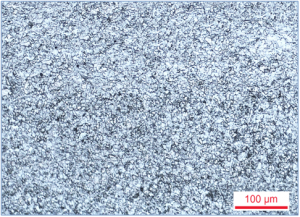
Fig. 1 Microstructure of stir zone of FSW joint.
Thermomechanically affected zone (adjacent to stir zone) also experienced deformation and heat which resulted in equiaxed grains in this zone. Due to material deformation and huge frictional heat, it is expected that TMAZ undergone recrystalization. In heat affected zone, coarser grains with few equiaxed grains were observed (Fig.2). Only heat influenced the grain structure in this zone. Due to heat, the grains became coarser in heat affected zone. The existence of equiaxed grains in heat affected zone revealed the partial recrystallization of grains during the welding process [45,46]. The frictional heat experienced maximum in stir zone, lesser in TMAZ and least in HAZ but no heat influence observed in the base material. The material deformation by stirring action of the tool pin occurred in stir zone (extreme) and TMAZ (mild) only. Therefore, grains in the heat affected zone were smaller than grains of base material, but larger than grains in stir zone.Similar findings have been reported by Anilchandra [47].
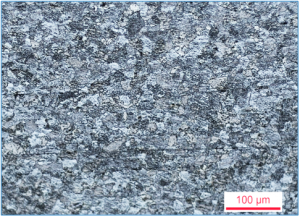
Fig.2 Microstructure of heat affected zone of FSW joint.
After post welding heat treatment, the grain structure of stir zone was marginally improved and grains were recrystallized.Heat cycle softened material and grain size further became more homogeneous. Improvement of grain structure could be attributed to static recrystallization. Grains in heat affected zone were also mellowed due to heat. Consequently, microstructure of weld zone was recognizably improved. Similar results have been published in earlier literature[30,31]. Optical micrographs of stir zone and heat affected zone of post welding heat treated joint are shown in Fig.3 and 4respectively. Change in microstructure directly affects mechanical properties of metals [48]. Therefore, improvement in tensile properties and smooth microhardness profile of FSW joint witnessed improvement of microstructure after post welding heat treatment.
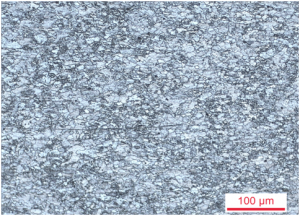
Fig.3 Microstructure of stir zone of PWHT joint.
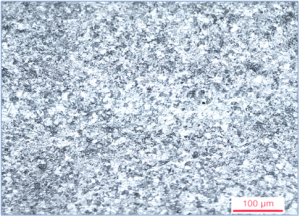
Fig.4 Microstructure of heat affected zone of PWHT joint.
Average tensile strength and elongation of FSW joint were about 145.4±4.9 MPa and 9.5±0.9% respectively. Tensile strength of joint was 61% of base material AZ31 Mg alloy. Elongation of joint was about 31% less than base material. Lower values tensile strength and elongation of FSW joint than base metal has also been reported in earlier research [35,49]. Various phase formation and variation in grain structure in weld zones was the main reason for reduction in strength of joint. The joint of AZ31 magnesium alloys failed at transition zone toward advancing side during tensile test. Location of tensile failure expected to have the lowest hardness value which was validated from microhardness results of joint. It was also in agreement with previous results of FSW joints failure during tensile test [17,43]. After post welding heat treatment, tensile strength of joint was about 152.4 ±9.5 MPa and elongation was about 11±0.7%. This way, tensile strength and elongation of joint were improved by 4.74% and 15.78% respectively after PWHT. PWHT enhanced tensile properties (tensile strength and elongation) of friction stir welded joint of AZ31 Mg alloy (see Fig.5). Strain-stress curve of tensile specimens is presented in supplementary Fig.4.
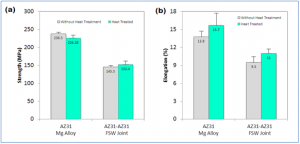
Fig.5 Tensile strength and Elongation of base metal and FSW joint (before and after heat treatment).
Base metal showed different results than welded joint on heat treatment. In case of base metal, tensile strength decreased (about 5%) and elongation increased (about 13.76%) after heat treatment. The average tensile strength of heat treated base metal was about 226.28 ±8.8 MPa with elongation of 15.7±2.1%. From this, it was inferred that ductile nature (percentage elongation) of base metal and FSW was improved after heat treatment. Similar results have been published by Singh [30]. Tensile specimens of weld joint failed at heat affected zone (spot of lowest hardness) toward advancing side of weld. This is consistent with results reported for as-welded joint in earlier research [43,50]. Failure location of tensile specimens remained unchanged after post welding heat treatment (see supplementary Fig.5).
Microhardness of as-received base metal AZ31 Mg alloy was 65Hv. Stir zone has the highest hardness of 73 Hv. There were two reasons behind the increase of hardness in stir zone- i) grain size in this zone were finer which caused material strengthening according to the Hall–Petch equation [51], ii) smaller particles of intermetallic compounds enhanced the hardness according to the Orowan hardening mechanism [24]. The lowest hardness (about 58 Hv) was observed in heat affected zone toward advancing side of joint. In this zone, there was no mechanical deformation (stirring) and peak temperature was enough to soften material. Similarly, Cavaliere [52] reported the highest microhardness in stir zone which decreased gradually after 2.5mm from weld centre and found the lowest hardness in heat affected zone. Overall, heat affected zones have hardness value lower than stir zone and base material. Variation in hardness of weld zones depended on grain structure of joint [29]. In advancing side, spot in heat affected zone having lowest hardness was failure spot during tensile test. The results are also in agreement with previously reported results for magnesium alloys [50,53]. Post welding heat treatment showed a prominent effect on the hardness of weld. After post welding heat treatment, hardness pattern over joint was relatively smooth (less fluctuating). Typical microhardness of as-welded and PWHT weld joint shown in Fig.6.
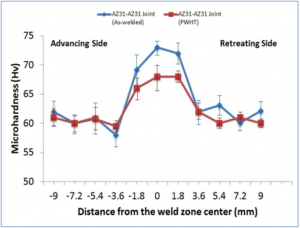
Fig.6 Microhardness profile of FSW joint (as-welded and PWHT).
Hardness of base metal was reduced by 6% after heat treatment. The highest microhardness of stir zone was reduced to 68 Hv (decreased about 6.84%) after heat treatment. Average hardness of heat affected zones was almost same for as-welded joint and post welding heat treated joint. The lowest hardness in heat affected zone was increased by 2.5% after heat treatment. Heat treatment process was found advantageous to smoothened (reduce fluctuations) hardness profile over FSW welds. Similar results have been reported for AZ31 magnesium alloys by Singh [30] and Wang [31].
The Charpy impact test was performed to determine the amount of energy absorbed by the base material and weld joint during fracture. The energy absorbed termed as notch toughness or impact toughness. Impact toughness of base material AZ31 magnesium alloy was 6±0.3 Joules whereas toughness of FSW joint was 4.8±0.2 Joules. This way, FSW joint exhibited lower toughness (about 20%) than base metal. Similar observations have been reported by Singh [43] andUgender[54]. In contrast, Singh [49] reported higher impact toughness of FSW joint than toughness of base metal AZ31B-O Mg alloy. Post welding heat treatment process further reduced the impact toughness of the joint. Toughness of base metal and FSW joint (as-welded and PWHT) are presented in Fig.7.
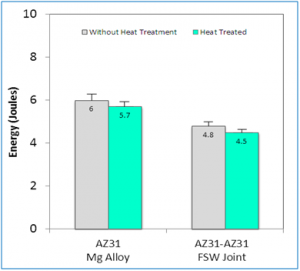
Fig.7 Impact toughness of base metal and FSW joint of AZ31 Mg alloy (as-welded and PWHT).
PWHT reduced toughness of joint by 6.25% (4.8±0.2 Joules to 4.5±0.17 Joules), similarly, toughness of base metal was also reduced by 5% (6±0.3 Joules to 5.7±0.26 Joules) after heat treatment. These results revealed that impact toughness of base metal and FSW joints is reduced after heat treatment. Increase in ductility (% elongation) may be responsible for reduction in toughness of base metal and weld joint after heat treatment process. These findings are consistent with earlier reported results by Singh [30].
Mode of failure of tensile specimens was identified by SEM of fractured surface. Fractured surface of as-weld specimen had dimples of varying size as shown in Fig.8. This type of fracture surface reflected ductile fracture that was characterized by cup-like depressions [55,56]. Mode of tensile failure of FSW joint was ductile i.e., similar to base material. Fig. 9 shows SEM image of fractured surface of PWHT tensile specimen.
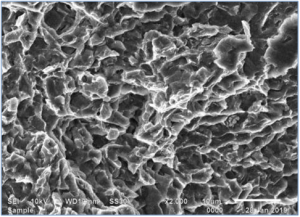
Fig.8 Fractograph of tensile specimen of FSW joint of AZ31 Mg alloy.
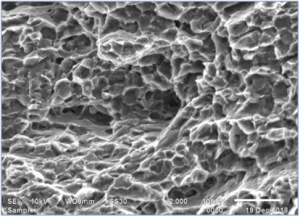
Fig.9 Fractograph of tensile specimen of PWHT joint of AZ31 Mg alloy.
Presence of dimples in fractograph confirmed the ductile nature of failure of tensile specimen. These outcomes revealed that the tensile failure nature of base metal and FSW joint of AZ31 Mg alloy (beforeand after heat treatment) was ductile. Increase in elongation percentage (ductility) of weld joint also confirmed that ductile nature of joint increased with heat treatment. Similar results have also been reported by Singh [30].
4. Conclusions
- FSW was successfully employed for welding of AZ31 magnesium alloy and formed a defect free weld joint.The stir zone of weld was mainly occupied by fine equiaxed grains. The grain size of stir zone was smaller than that of heat affected zone and base metal.The PWHT process improved the grain structure of the weld zone.
- The tensile properties of PWHT joint were better than that of as-welded joint. Compared with as-welded joint, the tensile strength and elongation of PWHT joint increased by 4.74% and 15.78% respectively. Elongation was comparatively higher and consistent as indicated by the better ductility of the weld joint. Maximum elongation of 11±0.7% was observed. The change in microstructure after PWHT was responsible for the better mechanical properties.
- Microhardness at the stir zone was higher than the base material and heat affected zone due to grain refinements. The highest microhardness of stir zone was reduced about 6.84% after post welding heat treatment. Heat treatment process was found advantageous to smoothened hardness profile over FSW welds.
- FSW joint had lower toughness than base metal and a further drop in impact toughness of weld joint was observed after post welding heat treatment.
- The fractography results revealed that base material and FSW joints (as-welded and PWHT) have the ductile mode of failure due to the presence dimples of varying size which was characterized by cup-like depressions.
Conflict of interest
No potential conflict of interest was reported by the authors.
Acknowledgments
The authors would like to express their exceptional thanks to Dr. Harpreet Singh, Professor, Mechanical Engineering Department and Dean, ICSRII, Indian Institute of Technology Ropar, Rupnagar (India) for their kind support in carrying out the research work at IIT Ropar. Further, the authors received no funding from any sources to perform these investigations. This work was purely self-financed by the authors.
References:
[1] V.K.K. Upadhyayula, A.G. Parvatker, A. Baroth, K. Shanmugam, Lightweighting and electrification strategies for improving environmental performance of passenger cars in India by 2030: A critical perspective based on life cycle assessment, J. Clean. Prod. 209 (2019) 1604–1613. https://doi.org/10.1016/j.jclepro.2018.11.153.
[2] S. Lee, J.G. Speight, S.K. Loyalka, Handbook of alternative fuel technologies, CRC Press, 2015.
[3] A. Bandivadekar, K. Bodek, L. Cheah, C. Evans, T. Groode, J. Heywood, E. Kasseris, M. Kromer, M. Weiss, On the Road in 2035 – Reducing transportation’s petroleum consumption and GHG emissions, 2008. http://web.mit.edu/sloan-auto-lab/research/beforeh2/otr2035/On the Road in 2035_MIT_July 2008.pdf (accessed March 9, 2019).
[4] R.A. Houghton, The Contemporary Carbon Cycle, in: Treatise Geochemistry Second Ed., Elsevier, 2013: pp. 399–435. https://doi.org/10.1016/B978-0-08-095975-7.00810-X.
[5] M.K. Kulekci, Magnesium and its alloys applications in automotive industry, Int. J. Adv. Manuf. Technol. 39 (2008) 851–865. https://doi.org/10.1007/s00170-007-1279-2.
[6] E. Ghassemieh, Materials in Automotive Application, State of the Art and Prospects, in: New Trends Dev. Automot. Ind., InTech, 2012. https://doi.org/10.5772/13286.
[7] W.A. Monteiro, S.J. Buso, L.V. Da, Application of Magnesium Alloys in Transport, in: New Featur. Magnes. Alloy., InTech, 2012. https://doi.org/10.5772/48273.
[8] M. Pietrzyk, R. Kuziak, K. Bzowski, Ł. Rauch, M. Ambroziński, Z. Gronostajski, W. Chorzępa, Material characterization for numerical simulation of manufacturing of automotive part made of magnesium alloy, Arch. Civ. Mech. Eng. 20 (2020) 6. https://doi.org/10.1007/s43452-019-0001-0.
[9] P.K. Sahu, J. Das, G. Chen, Q. Liu, S. Pal, S. Zeng, Q. Shi, Friction stir selective alloying of different Al% particulate reinforced to AZ31 Mg for enhanced mechanical and metallurgical properties, Mater. Sci. Eng. A. 774 (2020) 138889. https://doi.org/10.1016/j.msea.2019.138889.
[10] J. Zhang, X. Chen, D. Xia, G. Huang, A. Tang, B. Jiang, F. Pan, Improving performance of friction stir welded AZ31/AM60 dissimilar joint by adjusting texture distribution and microstructure, Mater. Sci. Eng. A. 778 (2020) 139088. https://doi.org/10.1016/j.msea.2020.139088.
[11] S. MD, A.K. Birru, Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy, J. Magnes. Alloy. 7 (2019) 264–271. https://doi.org/10.1016/j.jma.2018.09.004.
[12] W. Li, P.. Niu, S.R. Yan, V. Patel, Q. Wen, Improving microstructural and tensile properties of AZ31B magnesium alloy joints by stationary shoulder friction stir welding, J. Manuf. Process. 37 (2019) 159–167. https://doi.org/10.1016/j.jmapro.2018.11.014.
[13] N.K. Kadigithala, C. Vanitha, Investigation on the Microstructure and Mechanical Properties of AZ91D Magnesium Alloy Plates Joined by Friction Stir Welding, in: Lect. Notes Mech. Eng., Springer, 2020: pp. 1021–1030. https://doi.org/10.1007/978-981-15-1201-8_109.
[14] G. Li, L. Zhou, J. Zhang, S. Luo, N. Guo, Macrostructure, microstructure and mechanical properties of bobbin tool friction stir welded ZK60 Mg alloy joints, J. Mater. Res. Technol. (2020). https://doi.org/10.1016/j.jmrt.2020.05.067.
[15] T. Prasad, P. Saritha, B.R. Narender, Mechanical Behaviour of Friction Stir Welding of Magnesium AZ-91 Alloy, 5 (2016) 3288–3290.
[16] S.P. Kumar, M. Vigneshwar, S.T. Selvamani, A.S. Prakash, P. Hariprasath, The Comparative Analysis on Friction Stir Welded and Gas Tungsten Arc Welded AZ91 Grade Magnesium Alloy Butt Joints, in: Mater. Today Proc., 2017: pp. 6688–6696. https://doi.org/10.1016/j.matpr.2017.06.443.
[17] S.H. Chowdhury, D.L. Chen, S.D. Bhole, X. Cao, P. Wanjara, Friction Stir Welded AZ31 Magnesium Alloy: Microstructure, Texture, and Tensile Properties, Metall. Mater. Trans. A. 44 (2013) 323–336. https://doi.org/10.1007/s11661-012-1382-3.
[18] W. Wang, D. Deng, Z. Mao, Y. Tong, Y. Ran, Influence of tool rotation rates on temperature profiles and mechanical properties of friction stir welded AZ31 magnesium alloy, Int. J. Adv. Manuf. Technol. 88 (2017) 2191–2200. https://doi.org/10.1007/s00170-016-8918-4.
[19] R. Xin, D. Liu, X. Shu, B. Li, X. Yang, Q. Liu, Influence of welding parameter on texture distribution and plastic deformation behavior of as-rolled AZ31 Mg alloys, J. Alloys Compd. 670 (2016) 64–71. https://doi.org/10.1016/j.jallcom.2016.02.023.
[20] A. Kouadri-Henni, L. Barrallier, R. Badji, Residual stresses of a magnesium alloy (AZ31) welded by the friction stir welding processes, MATEC Web Conf. 80 (2016) 06003. https://doi.org/10.1051/matecconf/20168006003.
[21] P. Sevvel, V. Jaiganesh, Experimental Investigation on the Impact of the Tool Profile in the Mechanical Properties of FSW AZ31B Mg Alloy using Optimized process Parameters, in: Int. Conf. Adv. Des. Manuf., 2014: pp. 912–917.
[22] X. Cao, M. Jahazi, Effect of welding speed on lap joint quality of friction stir welded AZ31 magnesium alloy, ASM Proc. Int. Conf. Trends Weld. Res. (2009) 72–80. https://doi.org/10.1361/cp2008twr072.
[23] D. Liu, R. Xin, L. Zhao, Y. Hu, Effect of textural variation and twinning activity on fracture behavior of friction stir welded AZ31 Mg alloy in bending tests, J. Alloys Compd. 693 (2017) 808–815. https://doi.org/10.1016/j.jallcom.2016.09.187.
[24] W. Xunhong, W. Kuaishe, Microstructure and properties of friction stir butt-welded AZ31 magnesium alloy, Mater. Sci. Eng. A. 431 (2006) 114–117. https://doi.org/10.1016/j.msea.2006.05.128.
[25] L. Commin, M. Dumont, J.E. Masse, L. Barrallier, Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters, Acta Mater. 57 (2009) 326–334. https://doi.org/10.1016/j.actamat.2008.09.011.
[26] S. Lim, S. Kim, C.-G. Lee, C.D. Yim, S.J. Kim, Tensile behavior of friction-stirwelded AZ31-H24 Mg alloy, Met. Mater. Trans. 36 (2005) 1609–1612. https://doi.org/10.1007/s11661-005-0252-7.
[27] S. Mironov, T. Onuma, Y.S. Sato, S. Yoneyama, H. Kokawa, Tensile behavior of friction-stir welded AZ31 magnesium alloy, Mater. Sci. Eng. A. 679 (2017) 272–281. https://doi.org/10.1016/j.msea.2016.10.036.
[28] S.M. Chowdhury, D.L. Chen, S.D. Bhole, X. Cao, Tensile properties of a friction stir welded magnesium alloy: Effect of pin tool thread orientation and weld pitch, Mater. Sci. Eng. A. 527 (2010) 6064–6075. https://doi.org/10.1016/j.msea.2010.06.012.
[29] N. Afrin, D.L. Chen, X. Cao, M. Jahazi, Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy, Mater. Sci. Eng. A. 472 (2008) 179–186. https://doi.org/10.1016/j.msea.2007.03.018.
[30] K. Singh, G. Singh, H. Singh, Microstructure and mechanical behaviour of friction-stir-welded magnesium alloys: As-Welded and post weld heat treated, Mater. Today Commun. 20 (2019) 100600. https://doi.org/10.1016/j.mtcomm.2019.100600.
[31] G. Wang, Z. Yan, H. Zhang, X. Zhang, F. Liu, X. Wang, Y. Su, Improved properties of friction stir-welded AZ31 magnesium alloy by post-weld heat treatment, Mater. Sci. Technol. 33 (2017) 854–863. https://doi.org/10.1080/02670836.2016.1243356.
[32] Z. Yan, H. Zhang, J. Duan, F. Liu, G. Wang, Effect of post-weld heat treatment on mechanical characteristics of AZ31 magnesium alloy welded joints, J. Wuhan Univ. Technol. Mater. Sci. Ed. 32 (2017) 1205–1212. https://doi.org/10.1007/s11595-017-1732-5.
[33] L.M. Lobanov, N.A. Pashchin, O.L. Mikhodui, J.A. Khokhlova, Investigation of residual stresses in welded joints of heat-resistant magnesium alloy ML10 after electrodynamic treatment, J. Magnes. Alloy. 4 (2016) 77–82. https://doi.org/10.1016/j.jma.2016.04.005.
[34] W. Guo, K. Wang, W. Wang, F. Wang, W. Wang, Influences of post-weld heat treatments on friction stir-welded AZ31B magnesium alloy joints, Rare Met. Mater. Eng. 40 (2011) 1075–1078.
[35] B. Ratna Sunil, G. Pradeep Kumar Reddy, A.S.N. Mounika, P. Navya Sree, P. Rama Pinneswari, I. Ambica, R. Ajay Babu, P. Amarnadh, Joining of AZ31 and AZ91 Mg alloys by friction stir welding, J. Magnes. Alloy. 3 (2015) 330–334. https://doi.org/10.1016/j.jma.2015.10.002.
[36] M.M. Avedesian, H. Baker, ASM specialty handbook: magnesium and magnesium alloys, 1999.
[37] ASTM E8, Standard Test Methods for Tension Testing of Metallic Materials, Annu. B. ASTM Stand. (2014) 1–28. https://www.astm.org/Standards/E8 (accessed November 30, 2019).
[38] ASTM E384, Standard Test Method for Microindentation Hardness of Materials, Annu. B. ASTM Stand. (2016) 1–42. https://doi.org/10.1520/E0384-10.2.
[39] ASTM E23, Standard Test Methods for Notched Bar Impact Testing of Metallic Materials, Annu. B. ASTM Stand. 14 (2011) 1–26. https://www.astm.org/DATABASE.CART/HISTORICAL/E23-06.htm (accessed November 30, 2019).
[40] S. Meshram, M. Reddy, Influence of Tool Tilt Angle on Material Flow and Defect Generation in Friction Stir Welding of AA2219, Def. Sci. J. 68 (2018) 512–518. https://doi.org/10.14429/DSJ.68.12027.
[41] J. Zhang, K. Liu, G. Huang, X. Chen, D. Xia, B. Jiang, A. Tang, F. Pan, Optimizing the mechanical properties of friction stir welded dissimilar joint of AM60 and AZ31 alloys by controlling deformation behavior, Mater. Sci. Eng. A. 773 (2020) 138839. https://doi.org/10.1016/j.msea.2019.138839.
[42] S.H.C. Park, Y.S. Sato, H. Kokawa, Effect of micro-texture on fracture location in friction stir weld of Mg alloy AZ61 during tensile test, Scr. Mater. 49 (2003) 161–166. https://doi.org/10.1016/S1359-6462(03)00210-0.
[43] K. Singh, G. Singh, H. Singh, Investigation on the microstructure and mechanical properties of a dissimilar friction stir welded joint of magnesium alloys, Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 0 (2019). https://doi.org/10.1177/1464420719865292.
[44] K.N.B. Kumar, C. Vanitha, Microstructural developments and mechanical properties of friction stir welding of AZ91D magnesium alloy plates, Metall. Mater. Eng. 23 (2017) 119–130. https://doi.org/10.30544/221.
[45] W.B. Lee, Y.M. Yeon, S.B. Jung, Joint properties of friction stir welded AZ31B– H24 magnesium alloy, Mater. Sci. Technol. 19 (2003) 785–790. https://doi.org/10.1179/026708303225001867.
[46] Y. Yao, Microstructure and Corrosion behavior of Friction Stir-Welded AZ31 alloy, Int. J. Electrochem. Sci. 15 (2020) 1058–1071. https://doi.org/10.20964/2020.02.18.
[47] A.R. Anilchandra, L. Arnberg, F. Bonollo, E. Fiorese, G. Timelli, Evaluating the Tensile Properties of Aluminum Foundry Alloys through Reference Castings—A Review, Materials (Basel). 10 (2017) 1011. https://doi.org/10.3390/ma10091011.
[48] J. Zhang, X.S. Feng, J.S. Gao, H. Huang, Z.Q. Ma, L.J. Guo, Effects of welding parameters and post-heat treatment on mechanical properties of friction stir welded AA2195-T8 Al-Li alloy, J. Mater. Sci. Technol. 34 (2018) 219–227. https://doi.org/10.1016/j.jmst.2017.11.033.
[49] I. Singh, G.S. Cheema, A.S. Kang, An experimental approach to study the effect of welding parameters on similar friction stir welded joints of AZ31B-O Mg alloy, in: Procedia Eng., 2014: pp. 837–846. https://doi.org/10.1016/j.proeng.2014.12.358.
[50] L. Zhou, G.H. Li, C.L. Liu, J. Wang, Y.X. Huang, J.C. Feng, F.X. Meng, Effect of rotation speed on microstructure and mechanical properties of self-reacting friction stir welded Al-Mg-Si alloy, Int. J. Adv. Manuf. Technol. 89 (2017) 3509–3516. https://doi.org/10.1007/s00170-016-9318-5.
[51] N. Afrin, D.L. Chen, X. Cao, M. Jahazi, Strain hardening behavior of a friction stir welded magnesium alloy, Scr. Mater. 57 (2007) 1004–1007. https://doi.org/10.1016/j.scriptamat.2007.08.001.
[52] P. Cavaliere, P.P. De Marco, Fatigue behaviour of friction stir processed AZ91 magnesium alloy produced by high pressure die casting, Mater. Charact. 58 (2007) 226–232. https://doi.org/10.1016/j.matchar.2006.04.025.
[53] Y. Han, X. Jiang, S. Chen, T. Yuan, H. Zhang, Y. Bai, Y. Xiang, X. Li, Microstructure and mechanical properties of electrically assisted friction stir welded AZ31B alloy joints, J. Manuf. Process. 43 (2019) 26–34. https://doi.org/10.1016/j.jmapro.2019.05.011.
[54] S. Ugender, A. Kumar, A.S. Reddy, Microstructure and Mechanical Properties of AZ31B Magnesium Alloy by Friction Stir Welding, Procedia Mater. Sci. 6 (2014) 1600–1609. https://doi.org/10.1016/j.mspro.2014.07.143.
[55] K. Singh, G. Singh, H. Singh, Investigation of microstructure and mechanical properties of friction stir welded AZ61 magnesium alloy joint, J. Magnes. Alloy. 6 (2018) 292–298. https://doi.org/10.1016/j.jma.2018.05.004.
[56] F. Chai, D. Zhang, Y. Li, Effect of Thermal History on Microstructures and Mechanical Properties of AZ31 Magnesium Alloy Prepared by Friction Stir Processing., Mater. (Basel, Switzerland). 7 (2014) 1573–1589. https://doi.org/10.3390/ma7031573.



{kind=link}