

Dr. Tushar Sonar,
Technical Manager,
GEE Ltd
Inconel 718 is a high-performance Nickel-Ferrous-Chromium based superalloy originally developed by Eiselste in of International Nickel Company in late 1950s for gas turbine [1]. It is giving major contribution to comply the perquisition of advanced gas turbine engines. It is extensively employed in aerospace sector wing to its good weldability and exceptional mechanical properties than other super alloys. The high thermal strength in Inconel 718 is predominantly succeeded by the precipitation of γ prime phase – [Ni3Ti,Ni3Al)] and γ double prime phase-[Ni3Nb][2].It is responsible for the majority of nickel-based superalloy exploited in jet engines. For example, GE-CF6 engine of Boeing-787expends34% of Inconel 718for the fabrication of aeroengine components. It is used in hot sections of rockets and gas turbines such as for blades, discs and casings of the high-pressure region of compressor and discs as well as some blades of the turbine section where high thermal strength, exceptional creep strength and stress rupture properties, good resistance to elevated thermal oxidation and corrosion are major prerequisites[3].It involves two strengthening modes: solid solution strengthening (atoms of Fe, Cr, Mo and Nb can substitute Ni within Ni matrix) and precipitation hardening by the intermetallic i.e. γ’ and γ’’phase precipitation. At a temperature near to 650oC, Nb combines to Ni to form γ’’ phase (Ni3Nb) which exhibits excellent mechanical properties at very low to high temperatures.
The unceasing thrust for improved engine efficiency, infield performance and reduced maintenance for industrial gas turbine requires extensive application of Inconel 718 [4].It can endure greater stresses for longer periods at elevated temperature up to650°C, which proves them feasible for application in advanced gas turbine technology [5].After 1950, when age of jet engines and rockets started, it played an important role in the development of high thrust engines. Without nickel-based superalloys, aircraft will fly with less power at slower speed [6]. The most efficient method of accelerating the thrust of aeroengine is by raising its operative temperature. It is constrained by the high temperature resistance of metals used for aeroengine components. It must be stiffer and should be resistant to corrosion, oxidation and distortion at elevated temperature [7].Most materials undergo accelerated creep at temperature of 30-40 percentage of their melting point. For example, Titanium alloys, which creep rapidly above 360 °C. Inconel 718 superalloy disclose excellent creep resistance so that it is used at 860°C, which is above the 70 percentage of their melting point (Tm = 1430 °C)[8].Over the past two decades the propulsive force of the gas turbine engine has raised by 60% while over the same time the consumption of fuel has dropped by 20%. It has extended the working limit of superalloys to 1300°C, contributing in powerful jet engines(Figure 1)[9].

Welding carries significant importance in aerospace sector to manufacture the aeroengine components. The extreme competitiveness in aerospace market is forcing manufactures to revise their manufacturing processes, resulting in the redesign of large structural and mechanical components to avoid costly casting and machining processes and subsequent transport from supplier to manufacturer. One such improvement in the design and manufacturing of structural components is the manufacturing of substructures and joining them by suitable welding processes [10].Weld repair of aeroengine components is becoming increasingly important as a mean of extending engine life and reducing the costs related to component replacement[11].Gas tungsten arc welding (GTAW) process is specifically employed for welding Inconel 718 alloy as it renders clean and precise joints of high-quality. It is inexpensive, amiable in workshop environment and preferable for onsite welding jobs. Nevertheless, it has particular drawbacks specifically high heat input and slower welding speed owing to the wider arc which leads to porosity defects from entrapped shielding gases, distortion and lower penetration of arc [12].Also, the joining of thin sheets is much difficult to attain sound defect-free joints[13].Inconel 718 is susceptible to some metallurgical problems in welding Inconel 718 particularly niobium segregation and coarser grided laves phase development in fusion zone (FZ)[14]. It significantly deteriorates the mechanical performance of Inconel 718 welded joints. In addition, the liquation of Nb-rich phases in heat-affected-zone (HAZ) leads to the micro fissuring problems[15].
To counter over this problem, researchers attempted the welding current pulsation [16]and magnetic arc oscillation [17]in GTAW of Inconel 718. However, the mechanical properties of joint are still inferior than the base metal. The use of high energy density keyhole welding processes particularly electron beam welding (EBW)[18] and laser beam welding (LBW)[19]are reported in open literature to make welds of Inconel 718 in aerospace applications. However, the employability of EBW and LBW processes is limited for specific applications up to 10% due to the complicated and confined frameworks of rockets and gas turbines. These processes can be used only in specific operating conditions requiring vacuum chamber and protection of operator against diffracted radiations. That is why there is a necessity for developing a cost effective, shop friendly, high energy density GTAW process to improve the service life and performance of aeroengine components with reduced maintenance and repairing expenditure. The Inter Pulsed GTAW (IP-GTAW)process has shown significant improvements in joint performance (99.20% joint efficiency) which is 20-30% greater than normal GTAW process and comparable to costly EBW and LBW processes[20].
2.0 Physical Metallurgy of Inconel 718
The composition of Inconel 718 is displayed in Table 1.Nickel has inclusive solute solubility for many alloying elements. Bhadeshia [2]well showed the schematic representation of the effects of alloying elements on Inconel 718 in Figure 2.

The refractory alloying elements (W, Nb, Mo, Ti) are added for the strengthening of nickel solid solution. which is referred to as γ austenite. Cobalt improves strength in addition to high temperature corrosion and oxidation resistance. The addition of Chromium and Aluminium enhance its oxidation resistance. Chromium forms chromium oxide film and the presence of aluminium leads more stable Aluminium oxide film over the surface of Inconel 718. The addition of Aluminium and Titanium facilitates the evolution of gamma-prime,γ’ [Ni3 (Al, Ti)]which is main strengthening phase in Inconel 718 alloy. It typically comprises between 15 and 60% of this strengthening precipitate. Niobium contributes in gamma double-prime, γ’’ (Ni3Nb) precipitation which offers increase in strength with increase in temperature up to 850oC. Carbon is mostly added to promote the evolution of car bidesto restrict the grain growth. Small amounts of zirconium, and boron may also be added to improve ductility and augment grain-boundary strength[21].The microstructure of Inconel 718 consists of FCC solid solution austenite (γ) in which dispersed and precipitate particles can form. It consists of different phases such as gamma prime, gamma double prime, delta (δ) phase, other phases that occur at high temperature such as µ, sigma (σ), various carbides and borides. This complexity in solid solution and precipitation hardened microstructure provides high strength at high temperature, exceptional creep resistance, and long-time structural stability [22].Figure 3 shows the different phase in Inconel 718 [23].

- Gamma phase: It is the matrix phase of Inconel 718 in which other phases reside. It has FCC structure and mainly consists of nickel with Co, Fe and Cr.
- Gamma prime phase (γ’): The gamma prime, γ’ [Ni3 (Al, Ti)] precipitation in a nickel austenitic matrix provides significant strengthening to the material. This intermetallic phase has 1% or less mismatch in the lattice constant with the gamma (γ) matrix. It precipitates as spherical in shape for 0-0.2% lattice misfit and as cuboidal for 0.5-1% lattice misfit with gamma matrix. The high thermal strength increases with the amount of γ’ phase present. These precipitates have excellent long-term thermal stability and there by provide strength and creep resistance at high temperature. Al, Ti, Nb and Ta are strong γ’ formers. Effective strengthening by γ’ decreases above 0.6 Tm as the particle gets coarsen.
- Gamma double prime phase (γ’): It is the principal strengthening precipitate in Inconel 718. It consists of Ni and Nb and is designated as γ’’ (Ni3Nb). It is a strong coherent metastable precipitate with BCT structure. At high temperature γ’’ becomes unstable and transforms to δ phase. Though γ’’ phase helps to strengthen Inconel 718 alloy, it possesses higher lattice misfit with γ and γ’ phase. This higher lattice misfit increases the surface energy and increases the tendency towards instability. The coarsening of γ’’ phase occurs with long term exposure at elevated temperature. Rapid coarsening and eventual conversion of γ’’ phase to δ phase undermines the service performance of Inconel 718.
- Delta phase: It is a non-hardening incoherent precipitate with orthorhombic structure usually develop as needles at the boundaries of grains and is designated by Ni3 The loss of strength is due to the depletion of γ’’ phase. However, δ phase improves the creep rupture and sliding resistance of grain boundaries.
- Carbides: Nickel is not a carbide former. Carbon reacts with Cr, Ti, Nb, Mo etc to form several types of hard carbides: MC, M23C6, M6C and M7C3 where M stands for the alloying element. Carbides in Inconel 718 prevents or slows down grain boundary sliding that causes creep, increases tensile strength and reacts with other elements that imparts thermal instability during service.
- Topologically close packed (TCP) phases: Sigma and laves phases are brittle inter metallics with TCP structure and are deleterious to the service performance of Inconel 718. It provides accelerated commencement and propagation of cracks leading to premature fracture. They deplete Nb from the gamma phase and hinder effective y” precipitation.
3.0 Problems in welding Inconel 718
Inconel 718 alloy exhibits good weldability compared to other grades of superalloys. It can be welded either in age hardened or solution annealed condition. The weldability issues in joining Inconel 718 includes segregation and consequential laves phase development, HAZ liquation cracking and solidification cracking.
3.1Strain-age Cracking
Strain-age cracking (SAC) is a type of reheat or postweld heat treatment cracking that is most often observed in the HAZ of precipitation hardened nickel-base alloys adjacent to the FZ interface. The typical SAC in Inconel x-750 is disclosed in Figure 4 [24].
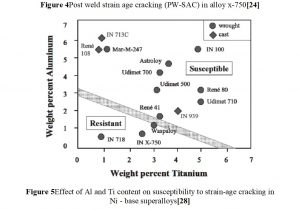

Figure 6Hardening rate as a result of precipitation for several Ni – base superalloys [30]
It is also possible to originate in the FZ. SAC occurs due to the local accumulation of strain and the associated hardening of the microstructure associated with the strengthening precipitation[25].Local strains develop due to the relief of residual stresses and precipitation induced stresses[26]. Non uniform heating during post-weld heat treatment (PWHT) may contribute some thermally induced stresses[27].This form of cracking is most prevalent with the γ′Ni3(Al,Ti), strengthened alloys and many of these alloys are considered “unwedable” because of this cracking mechanism.T he majority of the superalloys comprises 3 to 5 % addition of Ti and Al for precipitation strengthening by Ni3(AITi)phase. As Ti and Al content of the alloy increases, susceptibility to SAC increases(Figure 5).This precipitation which is very effective in strengthening develops cracks in HAZ during welding as it forms very rapidly and reduces ductility[28]. This problem is overcome in Inconel 718 by adding Nb up to 5% in base metal, while keeping Ti and Alto lower level (less than 1%)[29].Inconel 718 disclose excellent SAC resistance due to the slow precipitation dynamics of its principal strengthening phases, γ’’-Ni3Nb(Figure 6)[30].
3.2 Segregation and laves phase transformation
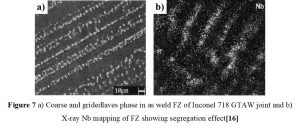
Inconel 718 is more susceptible to segregation and consequential laves phase development in FZ of welds due to the addition of large number of solute contents in solid solution[31]. Figure 7 shows coarse and grided laves phase development in FZ of Inconel 718 welds along with X-ray Nb mapping revealing segregation of Nb[16].Solidification in Inconel 718 initiates with primary liquid → γ reaction at 1360oC, leading to segregation of Nb, Mo, Ti, C and Si in inter dendritic liquid. The eutectic reaction (liquid → γ +NbC) depreciates large amount of C from nickel matrix until another eutectic type reaction, (liquid→ γ + Laves) proceeds at 1250oC, thereby completing the solidification process[32].Laves phase is a harder and brittle intermetallic compound, represented by a general formula A2B, where A = Ni, Cr&Fe and B = Nb, Mo, Ti and Si. The atoms of Fe, Ni and Cr are 20-30% smaller and enable better packing with larger atoms of Nb and Ti along a definite direction. This result a complex lattice structure composed of close packed layers of atoms with larger inter-planar spacing and are usually referred to as TCP phases[33].The laves phase do not deform plastically and causes rapid crack initiation and propagation. Moreover, it depreciates Nb from the gamma phase and obstructs effective precipitation of γ” phases[34]. It also causes incipient fusion and porosity during elevated temperature conditions as they have a lower melting point than the matrix[35].
The dissolution of laves in gamma matrix is possible on exposing Inconel 718 welds to a high temperature (in excess of 1150oC) for an extended period of time. How ever, the use of such homogenization treatment is not practicable for welds. Because it may lead grain coarsening, oxidation and distortion related problems [16].The laves phased issolution is difficult to accomplish owing to the slower diffusivity of Nb atoms. Also, it is dependent on the morphological aspects of laves and Nb concentration. Coarse Laves phase with greater concentration of Nb requires higher annealing temperature and soaking time for dissolution in to the weld matrix compared with the finer laves phase with lower concentration of Nb [18].This makes it necessary to minimize Nb segregation and consequential laves phase development during welding itself. The use of EBW and LBW are useful to control this problem and enhance the service performance of Inconel 718 joints. The dendrite refinement techniques such current pulsing, magnetic arc oscillation, arc constriction, agitation of weld pool is beneficial in controlling the segregation and laves phased evelopment in FZ.
3.3 Micro fissuring / liquation cracking in HAZ
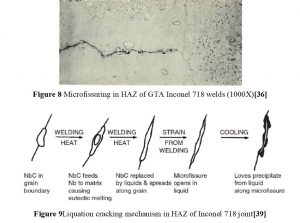
Micro fissures are the fine microscopic intergranular cracks evolved in HAZ of the joints(Figure 8)[36]. It is generally associated with shrinkage strains during solidification and constitutional liquation of NbCs/laves at the boundaries of grains [37]. In fusion welding process, lower melting point eutectic constituents are formed along the boundaries of grains in HAZand plastic strain is induced from the weld thermal cycle. If the liquated film cannot with stand thermally induced strains during cooling, it forms intergranular microcracks[38].The liquation ingrain boundaries results from the low melting point of Nb enriched MC type carbides and laves phase subjected to heating above the eutectic temperature in HAZ during welding(Figure 9)[39].The tendency of Inconel 718 welds for HAZ micro fissuring is dependent on grain size, PWHT, base metal (cast or wrought), presence of minor alloying elements and weld heat input[40].Coarser grains are more sensitive to micro fissuring[41].
The heat treatment which dissolve intermetallic constituent and eutectic phases will eliminate the possibility of liquation at lower temperature and improve cracking resistance[42].Solutionizing at the suitable temperatures (955-982oC) makes microstructure finer which minimizes the micro fissuring tendency of Inconel 718 [43]. Finer grain size provides greater area of grain boundaries which reduces the unit strain per grain boundary and requires more liquid to wet it. The base metal solutionized prior to welding and then aged provides better resistance to HAZ liquation cracking [44]. The use of less heat input in welding can mitigate this problem. Lower heat input establishes steep thermal gradient at the trailing edge of the weld pool and in the HAZ thereby reduces the width of crack susceptible region (partially melted zone).The lessened heat input also decreases the amount of weld metal under going solidification shrinkage. This lowers the local thermal strain in HAZ and minimum susceptibility to cracking.
3.4 Hot cracking
Hot cracking is a function of both minor element additions such as B and Zr, and Nb which is added as a strengthening agent to Inconel 718 alloy[45]. Inconel 718 alloy being a heavily alloyed material exhibit greater susceptibility to hot cracking during solidification of welds. It is referred to the wider solidification temperature range(150-180oC) of this alloy[46]. It promotes partitioning of solute in inter dendritic liquid of FZ leading to the lower melting point eutecticate the grain boundaries and stimulates solidification cracking[47]. The nearly solidified weld metal to loses its ability withstand the tensile stresses that are induced during the cooling part of weld thermal cycle. As a result, cracks open up along the grain boundaries (columnar) in the FZ(Figure 10a)[48].The formation of weld centre line was also observed in Inconel 718 FZ related to the higher heat input and traverse speed(Figure 10b)[49]. It is featured by a teardrop shaped weld pool. It shows coarsened columnar grains and high-volume fraction of eutectics with brittle phases along the centre line in FZ. It aids in incipient melting during successive heating and solidification cracking of weld [50].

Inconel 718 is a high-performance nickel-based superalloy typically used in aerospace application at elevated temperature up to 850oC due to is excellent mechanical properties and weldability. It exhibits high strength, excellent creep and stress rupture life, good corrosion and oxidation resistance at high temperature. Most of the nickel basesuperalloys are susceptible to strain age cracking. However, Inconel 718 shows exceptional resistance to strain age cracking owing to the slow precipitation kinetic of gamma double prime precipitates.
Inconel 718 alloy is heavily alloyed with large number of solute elements to achieve greater performance at high temperature and stresses. But it increases its solidification temperature range and gives rise to some metallurgical problems during welding such as hot cracking, HAZ micro fissuring, segregation and laves phase evolution in fusion zone. Hot cracking is a function of both heat input and minor element additions, such as B and Zr, and Nb, which is added intentionally to improve stress rupture properties of Inconel 718 alloy. The hot cracking problem can be avoided by the proper selection of welding consumable which can narrow down the solidification temperature range of weld metal and eliminates the evolution of low melting point eutectics at the grain boundaries. The low heat input processes can be beneficial as it reduces the weld bead size. It minimizes the strains taking place during solidification.
Inconel 718 welds are susceptible to liquation cracking in heat affected zone (HAZ) and partially melted zone (PMZ) due to the liquation of low melting point eutectics at the grain boundaries such as NbC and laves phase. It is influence by the solidification conditions (heat input & cooling rate), chemical composition of alloy and initial condition of base metal. The base metal with fine grains provides better resistance to liquation cracking than coarse grains. The impurities level (P, S, B, Zr) to lower level is preferred. The low heat input can minimize the evolution of eutectic constituents, segregation of impurity elements at grain boundaries and width of crack susceptible region (PMZ & HAZ).
The laves phase evolution is detrimental to the mechanical properties of welded joints. It provides rapid initiation and growth of the crack thereby lowers the ductility of welded joints. The evolution of laves phase abridges the coherency between solidification sub-grain boundaries (SSGBs) and degrades the tensile properties of welded joints. It also acts as stress concentrating sites, provides the conditions of plastic constraint and raises the fracture stress necessary for premature failure of welded aeroengine components. Laves phase consumes strengthening alloying elements from the matrix leaving behind the depleted dendrite core regions and lowers the mechanical properties of welded joints. It also makes it more susceptible for severe corrosion and oxidation attack in the depleted areas of the weld. Weld heat input/cooling rate was found to influence the microstructural characteristics and mechanical properties of Inconel 718 alloy welds. The segregation of alloying elements and evolution of laves phase in Inconel 718 welds could be controlled to a large extent by weld cooling rates which in turn depend on the type of welding process, welding techniques, heat input, vibration of the weld pool, etc.
The Inconel 718 alloy is mostly joined by gas tungsten arc welding (GTAW) process in aerospace applications. However, the joint efficiency of GTA welds is low up to 70% with 50% reduction in ductility as compared to base metal. It is attributed to the segregation of Nb (up to 26%) and evolution of coarse interconnected laves phase (up to 35%) in fusion zone. This problem can be minimized by pulsing of current and magnetic oscillation of arc in GTAW of Inconel 718 alloy which refines dendritic grains and laves phase in fusion zone. However, the tensile properties of joints are still inferior compared to the base metal. The high energy density electron beam (EB) and laser beam (LB) welding processes are effective in controlling segregation (10-12%) and laves phase evolution (4-6%) in Inconel718 alloy welds and increasing the mechanical performance of welded joints. But the employability of this process is limited to specific applications only due to the complicated frameworks of gas turbines and rocket combustors. Also, it needs special operating conditions during welding (vacuum chamber and protection against higher power laser beam reflections in case of EBW and LBW, respectively) and are costly. Moreover, the EBW and LBW joints shows high porosity and susceptibility to liquation cracking in HAZ due to the rapid cooling rate (10,000oC/Sec). So, there is need for low heat input (moderate cooling rate), economical and shop friendly welding process which can modify the grain structure and control laves phase/liquation cracking in Inconel 718 alloy welds.
The application of Post weld heat treatment is a promising approach to advance the mechanical performance of welded joints. The welded joints subjected to 980oC solutionizing + aging exhibit better mechanical properties than direct aging due to the partial dissolution of laves phase. The solutionizing of welded joints also leads to the evolution of needle like delta phases surrounding the partially dissolved laves phase. However, its influence on mechanical properties of joints is not clear. The solutionizing at 10080oC is not preferred as it increases the grain size of base metal and lower the properties. The response of welded joints to post weld heat treatment largely depends on laves phase morphology and Nb concentration. So, the welding technique which can minimize the laves phase evolution and Nb segregation can eliminate solution annealing in post weld heat treatment.
References
[1] Muralidharan BG, Shankar V, Gill TPS. Inconel 718 alloy-A Review. Kalpakkam (India): Indira Gandhi Centre for Atomic Research Kalpakkam; 1996.
[2] Bhadeshia HKDH, Superalloys. http://www.phase-trans.msm.cam.ac.uk/2003/nickel.html (Accessed on 27 November 2019).
[3] Adrian Mouritz, Introduction to Aerospace Materials. 1st ed. Cambridge (UK): Woodhead Publishing; 2012.
[4] Pollock TM, Tin S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J Propul Power 2006; 22:361–374. https://doi.org/10.2514/1.18239
[5] Campbell FC. Manufacturing technology for aerospace structural materials, Amsterdam (NL): Elsevier; 2006.
[6] Clarke D, Bold S. Materials developments in aeroengine gas turbines. In: Cantor B, Assender H, Grant P, editors. Aerospace Materials. Bristol: Institute of Physics Publishing; 2001, pp. 71–80.
[7] Geddes B, Leon H, Huang, X. Superalloys: alloying and performance.Ohio: ASM International; 2010.
[8] Khan T, Bacos, MP. Blading materials and systems in advanced aeroengines. In: Cantor B, Assender H, Grant P, editors. Aerospace Materials. Bristol: Institute of Physics Publishing; 2001, pp. 81–88.
[9] Nowotnik A. Nickel-Based Superalloys. Reference Module in Materials Science and Materials Engineering. Elsevier; 2016.
[10] Tanner DWJ. Thesis on Life assessment of welded Inconel 718 at high temperature [dissertation]. Nottingham (UK): The University of Nottingham; 2009.
[11] Qian M, Lippold JC. Liquation Phenomena in the Simulated Heat-affected Zone of Alloy 718 after Multiple Post weld Heat Treatment Cycles. Weld J 2003; 82:145s-150s.
[12] Sonar T, Balasubramanian V, Malarvizhi S, Venkateswaran T, Sivakumar D, Microstructural Characteristics and Tensile Properties of Gas Tungsten Constricted Arc (GTCA) welded Inconel 718 superalloy sheets for Gas Turbine Engine Components. Mater Test. 2020; 67(11): 1099-1108.https://doi.org/10.3139/120.111576
[13] Leary RK, Merson E, Birmingham K, Harvey D, Brydson R. Microstructural and microtextural analysis of InterPulse GTCAW welds in Cp-Ti and Ti–6Al–4V. Mater Sci Eng A 2010; 527(29-30):7694–7705. https://doi.org/10.1016/j.msea.2010.08.036
[14] Radhakrishna CH, Prasad Rao K. The formation and control of Laves phase in superalloy 718 welds. J Mater Sci 1997; 32:1977-1984. https://doi.org/10.1023/A:1018541915113
[15] Radhakrishnan B, Thompson RG. Modeling of Microstructure Evolution in the Weld HAZ, Metal Science of Joining, TMS/AIME, 1991;31-40.
[16] Janaki Ram GD, Venugopal Reddy A, Prasad Rao K, Madhusudhan Reddy G. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci Technol Weld Join 2004; 9(5):390-398. https://doi.org/10.1179/136217104225021788
[17] Sivaprasad K, Raman SGS, Mastanaiah P, Reddy GM. Influence of magnetic arc oscillation and current pulsing on microstructure and high temperature tensile strength of alloy 718 TIG weldments. Mater Sci Eng A 2006; 428(1-2):327–331.
https://doi.org/10.1016/j.msea.2006.05.046
[18] Madhusudhan Reddy G, Srinivasa Murthy CV, Srinivasa Rao K, Prasad Rao K. Improvement of mechanical properties of Inconel 718 electron beam welds—influence of welding techniques and post weld heat treatment. Inter J Adv Manuf Technol 2009; 43(7-8): 671–680. https://doi.org/10.1007/s00170-008-1751-7
[19] Janaki Ram GD, Venugopal Reddy A, Prasad Rao K,Madhusudhan Reddy G, Sarin Sundar JK. Microstructure and tensile properties of Inconel 718 pulsed Nd-YAG laser welds. J Mater Proc Technol 2005; 167:73–82. https://doi.org/10.1016/j.jmatprotec.2004.09.081
[20] Sonar T, Balasubramanian V, Malarvizhi S, Venkateswaran T, Sivakumar D. Effect of Heat Input on Evolution of Microstructure and Tensile Properties of Gas Tungsten Constricted Arc (GTCA) welded Inconel 718 alloy sheets. Metallogr Microstruct Anal 2020; 9:369-392.https://doi.org/10.1007/s13632-020-00654-1
[21] Weber JH, Banerjee MK. Nickel-Based Superalloys: Alloying. Reference Module in Materials Science and Materials Engineering; 2016.
[22] Kesier DD, Brown HL. A Review of the physical Metallurgy of Alloy 718. Idaho Falls (USA): Idaho National Engineering Laboratory; 1976.
[23] Ling LSB, Yin Z, Hu Z, Liang JH, Wang ZY, Wang J, Sun, BD. Effects of the γ″-Ni3Nb Phase on Mechanical Properties of Inconel 718 Superalloys with Different Heat Treatments. Mater. 2019; 13: 151. https://doi.org/10.3390/ma13010151
[24] Davis Joseph R. ASM Speciality Handbook: Nickel, Cobalt and their alloys. Ohio (US): ASM International; 2000.
[25] Dupont JN, Lippold JC, Kiser SD. Welding metallurgy and weldability of nickel-base alloys, Hoboken, New Jersey: John Wiley and Sons Publications; 2009.
[26] Baker RG, Newman RP. Cracking in Weld Metal Construction and Br. Weld J 1969; 1:1-4.
[27] Norton SJ, Lippold JC. Development of a Gleeble – based Test for Postweld Heat Treatment Cracking Susceptibility, Trends in Welding Research, Proc. of the 6th International Conference, ASM International, 2003; 609 – 614.
[28] Prager M, Shira CS. Welding of precipitation – hardening nickel – base alloys. Weld Res Counc Bull 1968; 128.
[29] Duvall DS, Owczarski WA. Further heat affected zone studies in heat resistant nickel alloys. Weld J 1967; 46:423s – 432s.
[30] Duvall DS, Owczarski WA. Studies of postweld heat – treatment cracking in nickel – base alloys, Weld J 1969; 48:10s-22s.
[31] Gordine J. Some problems in welding of Inconel 718 alloy. Weld J 1971; 531-537.
[32] Sonar T, Balasubramanian V, Malarvizhi S, Venkateswaran T, Sivakumar D.Influence of Arc Constriction Current (ACC) on Microstructural Evolution and Tensile Properties of Tungsten Inert Gas Welded Thin Sheets of Aerospace Alloy. Aust J Mech Eng 2020 (In Press). https://doi.org/10.1080/14484846.2020.1794512
[33] Wagner HJ, Hall A. Physical Metallurgy of Alloy 718. Defence Metals Information Centre (DMIC), Report 217, Ohio: Battle Memorial Institute Columbus; 1965.
[34] Hall RC. The Metallurgy of Alloy 718. J Basic Eng 1967; 89:511-516. https://doi.org/10.1115/1.3609651
[35] Chaturvedi MC. Liquation Cracking in Heat Affected Zone in Ni Superalloy Welds. Mater Sci Forum. 2007; 546-549:1163–1170. https://doi.org/10.4028/www.scientific.net/MSF.546-549.1163
[36] Gordine J. Welding of Inconel 718. Weld J 1970; 531-537.
[37] Lingenfelter A. Welding of Inconel 718–a Historical Review, in: E.A. Loria (Ed.), Conference Proceedings on Superalloy 718–Metallurgy and Applications, TMS-AIME, Warrendale, PA, 1989, p. 673.
[38] Thompson RG, Genculu S. Microstructural evolution in the HAZ of Inconel 718 and correlation with the hot ductility test. Weld J 1983; 62:337s-346s.
[39] Thompson RG. Microfissuring of Alloy 718 in the Weld Heat-Affected Zone. J Met 1988; 44-48.https://doi.org/10.1007/BF03258151
[40] Bologna DJ. Metallurgical factors influencing the microfissuring of Alloy 718 weldments. Met Eng Quart 1969; 9: 37-43.
[41] Thompson RG, Cassimus JJ, Mayo DE, Dobbs JR. The relationship between grain size and microfissuring in Alloy 718. Weld J 1985; 64: 91s-96s.
[42] Radhakrishnan B, Thompson RG. A phase diagram approach to study liquation cracking in Alloy 718. Metall Trans A1991; 22A: 887-902. https://doi.org/10.1007/BF02658999
[43] Thompson EG. Hot cracking studies of Alloy 718 weld heat – affected zones, Weld J 1969; 48:70s–79s.
[44] Thompson RG, Dobbs JR, Mayo DE. The effect of heat treatment on microfissuring in Alloy 718. Weld J 1986; 65:299s-304s.
[45] Kelly TJ. Investigation of elemental effects on the weldability of cast nickel – based superalloys. In: David SA, editor, Advances in Welding Science and Technology, Ohio: ASM International; 1986,p. 623-627.
[46] Boucher C, Varela D, Dadian M, Granjon H. Hot cracking and recent progress in the weldability of the nickel alloys Inconel 718 and Waspaloy. Rev Metall 1976; 73:817-831.https://doi.org/10.1051/metal/197673120817
[47] Eiselstein HL. Metallurgy of a Columbium-hardened Nickel-Chromium-Iron Alloy, In: Advances in the Technology of Stainless Steels, ASTM STP 369, 1965; p.62.
[48] Henderson MB, Arrell D, Larsson R, Heobel M, Marchant G. Nickel based superalloy welding practices for industrial gas turbine applications. Sci Technol Weld Join. 2004; 9:13–21.https://doi.org/10.1179/136217104225017099
[49] Dye D, Hunziker O, Roberts SM, Reed RC. Modelling of the Mechanical Effects Induced by the Tungsten Inert Gas Welding of IN718 Superalloy. Met Trans 2001; 32A:1713-1725.https://doi.org/10.1007/s11661-001-0149-z
[50] Hunziker O, Dye D, Reed RC. On the formation of a centre line grain boundary during fusion welding. Acta Mater 2000; 48:4191–4201. https://doi.org/10.1016/S1359-6454(00)00273-1



{kind=link}